بالنسبة لكربيد التنغستن المرتبط بالكوبالت، يحدث التلبيد الحرج بالطور السائل عند درجة حرارة قصوى تتراوح عادةً بين 1350 درجة مئوية و 1500 درجة مئوية (2462 درجة فهرنهايت و 2732 درجة فهرنهايت). هذه ليست نقطة واحدة بل هي تتويج لعملية تسخين يتم التحكم فيها بعناية حيث يذوب رابط الكوبالت ويصهر حبيبات كربيد التنغستن في كتلة صلبة وكثيفة.
تلبيد كربيد التنغستن لا يتعلق بالوصول إلى درجة حرارة واحدة. إنها عملية حرارية دقيقة متعددة المراحل يتم فيها تحديد خصائص المادة النهائية من خلال ملف درجة الحرارة، لا سيما درجة الحرارة القصوى التي يتم الوصول إليها خلال مرحلة الطور السائل.

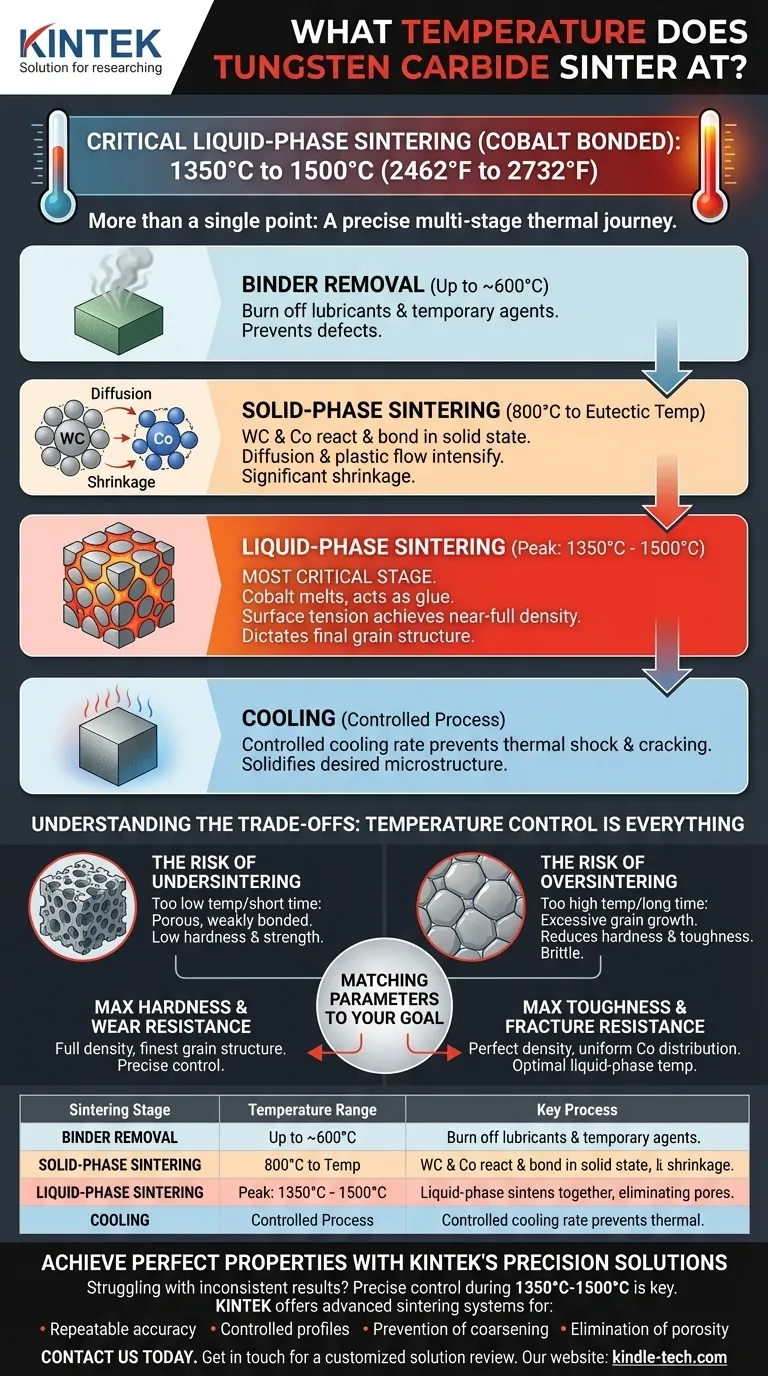
المراحل الأربع لتلبيد كربيد التنغستن
لفهم سبب كون نطاق درجة الحرارة أكثر دقة من رقم واحد، يجب أن تفهم الرحلة التي تمر بها المادة. تنقسم العملية عادةً إلى أربع مراحل متميزة، تحدث كل منها في نطاق درجة حرارة مختلف وتخدم غرضًا فريدًا.
المرحلة 1: إزالة الرابط (حتى 600 درجة مئوية تقريبًا)
قبل أن يبدأ التلبيد الفعلي، يتم تسخين المادة الخام المضغوطة (تسمى "الكتلة الخضراء") بلطف.
تحرق هذه المرحلة الأولية أي مواد تشحيم ضاغطة أو عوامل قولبة مؤقتة مستخدمة لتشكيل الجزء. هذه الخطوة حاسمة لمنع العيوب في المنتج النهائي.
المرحلة 2: التلبيد بالطور الصلب (800 درجة مئوية إلى درجة حرارة اليوتكتيك)
مع ارتفاع درجة الحرارة فوق 800 درجة مئوية، تبدأ حبيبات كربيد التنغستن (WC) وجزيئات الكوبالت (Co) في التفاعل والترابط بينما لا تزال في حالتها الصلبة.
خلال هذه المرحلة، يزداد الانتشار و التدفق اللدن. ينكمش الجزء بشكل كبير حيث يعيد الجزيئات ترتيب نفسها وتتراص بشكل أوثق، ولكن لم يحدث أي انصهار بعد.
يتم تحديد نهاية هذه المرحلة من خلال درجة حرارة اليوتكتيك، وهي أدنى درجة حرارة يمكن عندها لسبائك رابط الكوبالت أن تبدأ في الذوبان.
المرحلة 3: التلبيد بالطور السائل (درجة الحرارة القصوى: 1350 درجة مئوية - 1500 درجة مئوية)
هذه هي المرحلة الأكثر أهمية. يتم رفع درجة حرارة الفرن فوق نقطة اليوتكتيك، مما يتسبب في ذوبان رابط الكوبالت ويصبح سائلاً.
يعمل هذا الكوبالت السائل كغراء قوي. من خلال التوتر السطحي، يسحب حبيبات كربيد التنغستن الصلبة معًا بإحكام، ويزيل المسام المتبقية ويحقق كثافة كاملة تقريبًا. تحدد درجة الحرارة القصوى الدقيقة والوقت الذي تقضيه هناك بنية الحبيبات النهائية.
المرحلة 4: التبريد
المرحلة النهائية هي عملية تبريد متحكم فيها. يتم التحكم في معدل التبريد بعناية لمنع الصدمة الحرارية، والتي يمكن أن تسبب التكسر، ولتصلب البنية المجهرية المرغوبة لجزء الكربيد النهائي.
فهم المفاضلات: التحكم في درجة الحرارة هو كل شيء
إن تحقيق درجة حرارة التلبيد القصوى الصحيحة هو توازن دقيق. يمكن أن يكون للانحرافات الطفيفة تأثير كبير على أداء المادة النهائية.
خطر التلبيد الناقص
إذا كانت درجة الحرارة القصوى منخفضة جدًا أو كان وقت التثبيت قصيرًا جدًا، فقد لا يذوب رابط الكوبالت بالكامل أو يتوزع بالتساوي.
ينتج عن ذلك مادة مسامية وضعيفة الترابط. سيفقد الجزء الصلابة والقوة ومقاومة التآكل المطلوبة.
خطر التلبيد المفرط
إذا كانت درجة الحرارة مرتفعة جدًا أو كان وقت التثبيت طويلاً جدًا، فستنمو حبيبات كربيد التنغستن بشكل كبير للغاية.
على الرغم من أن الجزء سيكون كثيفًا بالكامل، فإن بنية الحبيبات الخشنة هذه تقلل من الصلابة والمتانة، مما يجعل المادة أكثر هشاشة وأقل فعالية في التطبيقات الصعبة.
مطابقة معلمات التلبيد بهدفك
يعتمد ملف التلبيد المثالي بشكل مباشر على الخصائص المرغوبة للمنتج النهائي.
- إذا كان تركيزك الأساسي هو أقصى درجات الصلابة ومقاومة التآكل: الهدف هو تحقيق الكثافة الكاملة بأدق بنية حبيبية ممكنة، مما يتطلب تحكمًا دقيقًا لتجنب درجات الحرارة أو أوقات التثبيت المفرطة.
- إذا كان تركيزك الأساسي هو أقصى درجات المتانة ومقاومة الكسر: الهدف هو جزء كثيف تمامًا مع توزيع موحد للكوبالت، مما يتطلب الوصول إلى درجة حرارة الطور السائل المثلى لضمان الإزالة الكاملة للمسام.
في نهاية المطاف، يتعلق إتقان تلبيد كربيد التنغستن بالتحكم الدقيق والمتكرر في رحلته الحرارية بأكملها.
جدول الملخص:
| مرحلة التلبيد | نطاق درجة الحرارة | العملية الرئيسية |
|---|---|---|
| إزالة الرابط | حتى 600 درجة مئوية تقريبًا | حرق مواد التشحيم/عوامل التشكيل |
| التلبيد بالطور الصلب | 800 درجة مئوية إلى درجة حرارة اليوتكتيك | انتشار WC/Co وترابط الجسيمات |
| التلبيد بالطور السائل | 1350 درجة مئوية - 1500 درجة مئوية | يذوب الكوبالت، ويكثف حبيبات WC |
| التبريد المتحكم فيه | انخفاض تدريجي | تصلب البنية المجهرية، منع التكسر |
احصل على خصائص كربيد التنغستن المثالية مع حلول التلبيد الدقيقة من KINTEK
هل تعاني من نتائج كربيد تنغستن مسامية أو هشة أو غير متسقة؟ يكمن الفرق بين الأداء الفائق وفشل المنتج في التحكم الدقيق في درجة الحرارة أثناء مرحلة التلبيد بالطور السائل عند 1350 درجة مئوية - 1500 درجة مئوية.
تتخصص KINTEK في معدات ومواد التلبيد المخبرية التي توفر الملفات الحرارية الدقيقة اللازمة لتطبيقك المحدد - سواء كنت تتطلب أقصى درجات الصلابة لمقاومة التآكل أو المتانة المثلى لمقاومة الكسر.
توفر أنظمة التلبيد المتقدمة لدينا:
- دقة حرارية قابلة للتكرار ضمن نطاقات الطور السائل الحرجة
- ملفات تسخين متعددة المراحل متحكم فيها لتحقيق التكثيف الكامل
- منع خشونة الحبيبات التي تقلل من صلابة المادة
- القضاء على المسامية التي تضعف المنتجات النهائية
اتصل بنا اليوم لمناقشة كيف يمكن لخبرة KINTEK في التلبيد مساعدتك في تحقيق مكونات كربيد تنغستن متسقة وعالية الأداء. تواصل مع خبرائنا للحصول على مراجعة مخصصة للحلول.
دليل مرئي
المنتجات ذات الصلة
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن صغير لمعالجة الحرارة بالتفريغ وتلبيد أسلاك التنغستن
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن تلدين الأسلاك الموليبدينوم بالتفريغ للمعالجة الحرارية بالتفريغ
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
يسأل الناس أيضًا
- ما هي درجات حرارة التلبيد التي قد تكون مطلوبة للتنجستن في جو هيدروجين نقي؟ الوصول إلى 1600 درجة مئوية لتحقيق الأداء الأمثل
- ما هي درجة انصهار التنغستن في الفراغ؟ الحد الحقيقي هو التسامي، وليس الانصهار
- لماذا يعتبر استخدام مساعدات التلبيد ضروريًا للتلبيد بدون ضغط؟ تحقيق الكثافة الكاملة في السيراميك فائق الارتفاع في درجات الحرارة
- ما هي وظيفة فرن التلبيد عالي التفريغ في 3Y-TZP؟ تعزيز جودة الترميمات السنية
- كيف يسهل فرن التلبيد الفراغي عالي الحرارة المعالجة اللاحقة لطلاءات الزركونيا؟



















