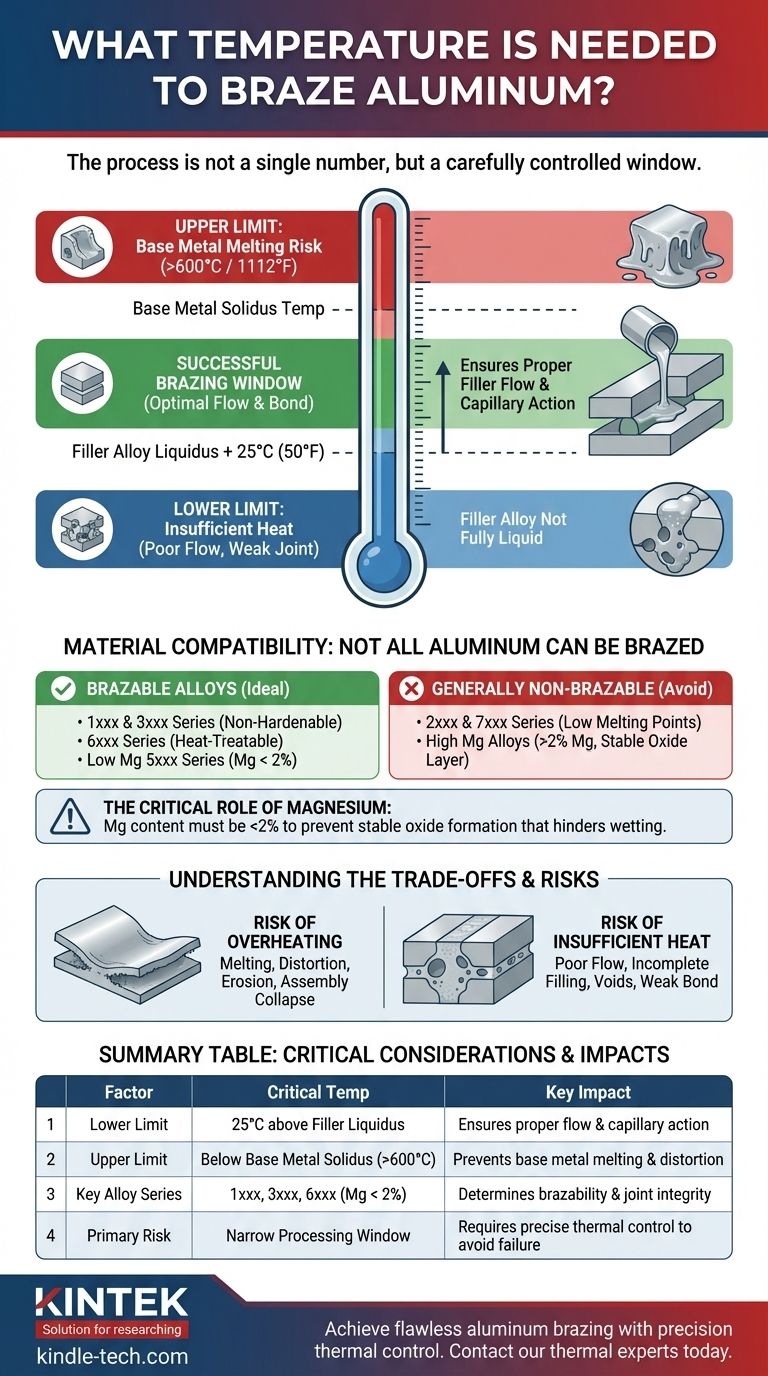
للحام الألمنيوم بالنحاس بنجاح، فإن درجة حرارة العملية ليست رقمًا واحدًا بل هي نافذة يتم التحكم فيها بعناية. يجب أن تكون درجة الحرارة مرتفعة بما يكفي لإذابة سبيكة الحشو ولكن منخفضة بما يكفي للحفاظ على الألمنيوم الأساسي صلبًا. بشكل عام، يجب أن تكون درجة حرارة التصلب لسبيكة الألمنيوم الأساسية أعلى من 600 درجة مئوية (1112 درجة فهرنهايت) لكي تعتبر قابلة للحام بالنحاس.
التحدي الأساسي في لحام الألمنيوم بالنحاس هو الحفاظ على درجة حرارة أعلى قليلاً من نقطة انصهار مادة الحشو الخاصة بك، ولكنها أقل بأمان من نقطة انصهار أجزاء الألمنيوم التي تقوم بتوصيلها. هذه النافذة الحرارية الحرجة هي المفتاح لوصلة قوية وناجحة.

المبدأ الأساسي: نافذة درجة حرارة اللحام بالنحاس
يحدث اللحام بالنحاس الناجح ضمن نطاق حراري محدد. يعد فهم الحدود العليا والدنيا لهذه النافذة، التي تحددها المواد الخاصة بك، أمرًا ضروريًا للتحكم في العملية.
الحد الأدنى: إذابة سبيكة الحشو
يتم تحديد الحد الأدنى لدرجة الحرارة للعملية بواسطة المعدن الحشو، المعروف أيضًا باسم سبيكة اللحام بالنحاس.
يجب تسخين التجميع إلى ما لا يقل عن 25 درجة مئوية (50 درجة فهرنهايت) فوق درجة حرارة السيولة لهذه السبيكة الحشو. نقطة السيولة هي درجة الحرارة التي تصبح عندها السبيكة سائلة تمامًا ويمكن أن تتدفق إلى الوصلة عن طريق الفعل الشعري.
الحد الأعلى: حماية المعدن الأساسي
يتم تحديد أقصى درجة حرارة مسموح بها بواسطة أجزاء الألمنيوم التي يتم توصيلها.
يجب أن تكون درجة حرارة التصلب للألمنيوم الأساسي - النقطة التي يبدأ عندها في الذوبان - أعلى من درجة حرارة اللحام بالنحاس. وهذا يضمن الحفاظ على السلامة الهيكلية للأجزاء طوال العملية.
توافق المواد: ليس كل الألمنيوم يمكن لحامه بالنحاس
تعد السبيكة المحددة للمعدن الأساسي الخاص بك أهم عامل في تحديد ما إذا كان اللحام بالنحاس ممكنًا على الإطلاق. المفتاح هو نقطة انصهار عالية بما فيه الكفاية ومحتوى مغنيسيوم متحكم فيه.
سبائك الألمنيوم القابلة للحام بالنحاس
تعتبر السبائك ذات درجة حرارة تصلب أعلى بأمان من نقطة سيولة الحشو مثالية.
يشمل ذلك معظم سبائك السلسلة 1xxx و 3xxx غير القابلة للتصلب، بالإضافة إلى سبائك السلسلة 6xxx القابلة للمعالجة الحرارية. بعض سبائك السلسلة 5xxx مناسبة أيضًا، ولكن فقط إذا كان محتواها من المغنيسيوم منخفضًا.
السبائك غير القابلة للحام بالنحاس بشكل عام
العديد من السبائك الشائعة عالية القوة لها نقاط انصهار منخفضة جدًا بالنسبة لطرق اللحام بالنحاس التقليدية.
يشمل ذلك معظم سبائك السلسلة 2xxx و 7xxx. غالبًا ما تكون درجات حرارة التصلب الخاصة بها أقل من نقطة سيولة معادن حشو الألمنيوم القياسية، مما يخلق نافذة معالجة مستحيلة.
الدور الحاسم للمغنيسيوم
يجب التحكم في محتوى المغنيسيوم بعناية، ويفضل أن يكون أقل من 2%.
تشكل المستويات الأعلى من المغنيسيوم طبقة أكسيد مستقرة جدًا وعنيدة على سطح الألمنيوم. تمنع طبقة الأكسيد هذه معدن الحشو من ترطيب السطح والتدفق إلى الوصلة، مما يؤدي إلى فشل الترابط.
فهم المقايضات والمخاطر
تحقيق درجة الحرارة الصحيحة هو عمل موازنة. الانحراف عن النافذة المثالية يؤدي إلى مخاطر كبيرة يمكن أن تعرض التجميع بأكمله للخطر.
خطر ارتفاع درجة الحرارة
إذا كانت درجة الحرارة مرتفعة جدًا أو استمرت لفترة طويلة جدًا، فإنك تخاطر بإذابة المعدن الأساسي.
يمكن أن يؤدي ذلك إلى تشوه الأجزاء، أو تآكل عند الوصلة، أو حتى انهيار كامل للتجميع. قد يكون هامش الخطأ صغيرًا جدًا.
خطر عدم كفاية الحرارة
إذا كانت درجة الحرارة منخفضة جدًا، فلن تصبح سبيكة الحشو سائلة تمامًا.
يؤدي ذلك إلى ضعف التدفق وعدم اكتمال ملء الوصلة، مما يخلق فراغات ونقاط ضعف. سيكون الترابط الناتج غير موثوق به ولن يلبي القوة المصممة.
اتخاذ الخيار الصحيح لتطبيقك
يعد اختيار المواد المناسبة والتحكم في درجة حرارة العملية أمرًا بالغ الأهمية. يحدد هدفك اختيار المواد الخاصة بك.
- إذا كان تركيزك الأساسي على السلامة الهيكلية: استخدم سبائك قابلة للحام بالنحاس وقابلة للمعالجة الحرارية مثل سلسلة 6xxx، والتي تسمح بالتقوية بعد اللحام بالنحاس.
- إذا كان تركيزك الأساسي على التصنيع العام أو التبادل الحراري: استخدم سبائك غير قابلة للتصلب شائعة مثل سلسلة 1xxx أو 3xxx، والمعروفة بقابليتها الممتازة للحام بالنحاس.
- إذا كان تركيزك الأساسي على تجنب الفشل: تحقق دائمًا من التعيين المحدد للسبيكة وتأكد من أن محتواها من المغنيسيوم أقل من 2% قبل محاولة اللحام بالنحاس.
في النهاية، يعتمد اللحام الناجح للألمنيوم بالنحاس على التحكم الحراري الدقيق ضمن النافذة التي تحددها المواد المحددة الخاصة بك.
جدول الملخص:
| العامل | درجة الحرارة الحرجة / الاعتبار | التأثير الرئيسي |
|---|---|---|
| الحد الأدنى | 25 درجة مئوية (50 درجة فهرنهايت) فوق نقطة سيولة سبيكة الحشو | يضمن التدفق السليم لمعدن الحشو والفعل الشعري. |
| الحد الأعلى | أقل من درجة حرارة تصلب سبيكة الألمنيوم الأساسية (>600 درجة مئوية / 1112 درجة فهرنهايت) | يمنع ذوبان المعدن الأساسي وتشوه الأجزاء. |
| سلسلة السبائك الرئيسية | 1xxx, 3xxx, 6xxx (مع Mg < 2%) | يحدد قابلية اللحام بالنحاس وسلامة الوصلة. |
| الخطر الأساسي | نافذة معالجة ضيقة | يتطلب تحكمًا دقيقًا في درجة الحرارة لتجنب الفشل. |
حقق لحامًا لا تشوبه شائبة للألمنيوم بالنحاس مع تحكم حراري دقيق.
يعد التنقل في نافذة درجة الحرارة الضيقة للحام الألمنيوم بالنحاس أمرًا بالغ الأهمية لإنشاء وصلات قوية وموثوقة دون إتلاف مكوناتك. تضمن المعدات المناسبة التسخين الدقيق والموحد اللازم للنجاح.
تتخصص KINTEK في أفران المختبرات عالية الأداء وحلول المعالجة الحرارية المصممة للتطبيقات الصعبة مثل لحام الألمنيوم بالنحاس. توفر معداتنا الدقة والاتساق الذي يحتاجه مختبرك لتجنب مخاطر ارتفاع درجة الحرارة أو عدم كفاية الحرارة.
دعنا نساعدك على تحسين عملية اللحام بالنحاس الخاصة بك. اتصل بخبرائنا الحراريين اليوم لمناقشة متطلبات تطبيقك المحددة واكتشاف الحل الأمثل لاحتياجات مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- أنبوب فرن الألومينا عالي الحرارة (Al2O3) للسيراميك الدقيق الهندسي المتقدم
- بوتقة سيراميك الألومينا المتقدمة عالية النقاوة Al2O3 للفرن الكهربائي المختبري
- فرن أنبوبي مختبري بدرجة حرارة عالية 1400 درجة مئوية مع أنبوب ألومينا
- فرن أنبوبي مختبري بدرجة حرارة عالية 1700 درجة مئوية مع أنبوب ألومينا
يسأل الناس أيضًا
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به



















