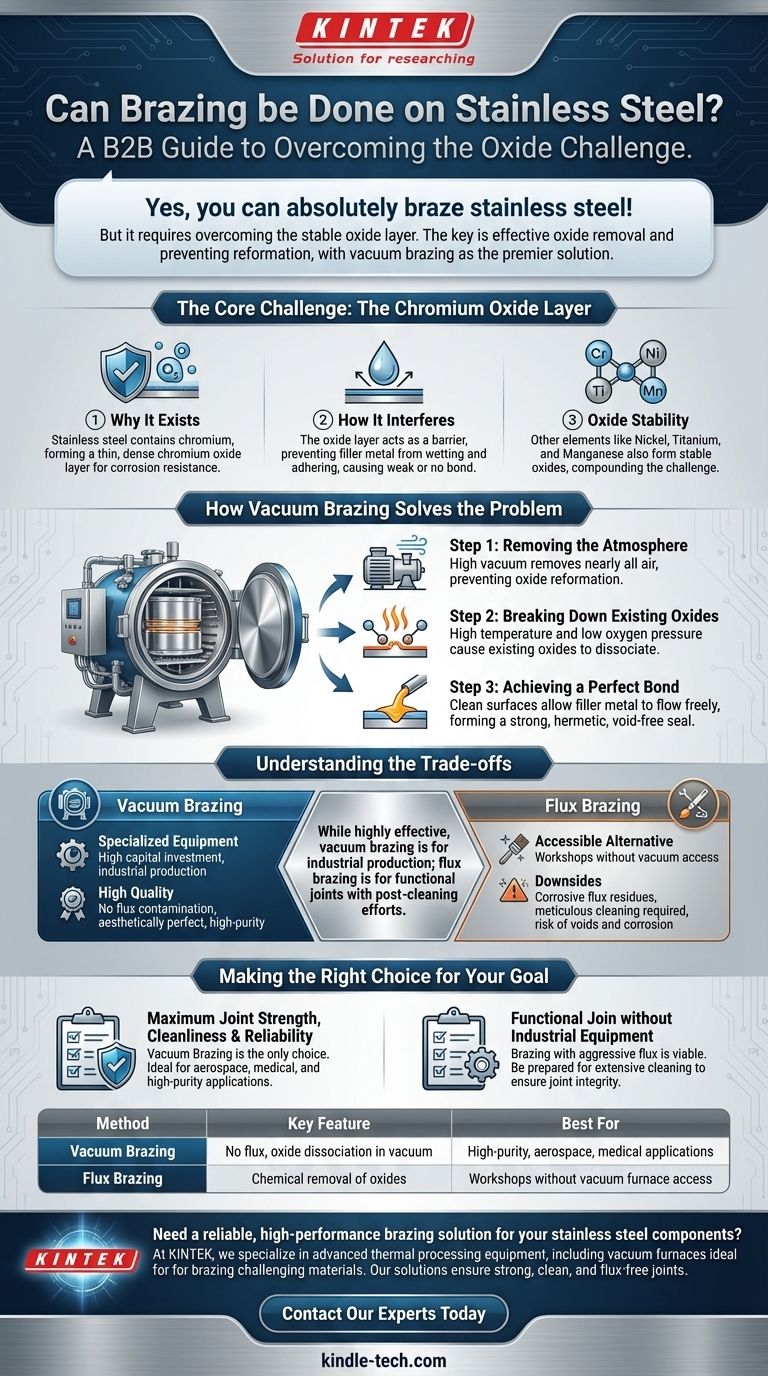
نعم، يمكنك بالتأكيد إجراء اللحام بالنحاس الأصفر للفولاذ المقاوم للصدأ، ولكنه يتطلب نهجًا محددًا. على عكس لحام المعادن الأبسط، يجب أن تتغلب العملية على طبقة الأكسيد الواقية والمستقرة للغاية الموجودة بشكل طبيعي على المادة لتحقيق وصلة قوية وموثوقة.
التحدي الأساسي في لحام الفولاذ المقاوم للصدأ ليس الفولاذ نفسه، بل طبقة أكسيد الكروم الخفية والمرنة الموجودة على سطحه. يعتمد نجاح العملية برمتها على إزالة هذه الطبقة بفعالية ومنعها من إعادة التكوين، حيث يعد اللحام الفراغي هو الحل الصناعي الأول.

التحدي الأساسي: طبقة أكسيد الكروم
الخاصية التي تجعل الفولاذ المقاوم للصدأ "مقاومًا للصدأ" - أي مقاومته للتآكل - هي ما تجعله صعب اللحام.
لماذا توجد هذه الطبقة
يحتوي الفولاذ المقاوم للصدأ على كمية كبيرة من الكروم. يتفاعل هذا العنصر على الفور مع الأكسجين الموجود في الهواء لتكوين طبقة رقيقة وكثيفة وغير تفاعلية من أكسيد الكروم. تحمي هذه الطبقة الخاملة الفولاذ الأساسي من المزيد من الأكسدة والتآكل.
كيف تتداخل مع اللحام بالنحاس الأصفر
يعمل اللحام بالنحاس الأصفر عن طريق إنشاء رابطة معدنية بين معدن الحشو والمعادن الأساسية. لكي يحدث هذا، يجب على معدن الحشو المنصهر أن "يبلل" السطح، مما يعني أنه يجب أن يتدفق ويلتصق به.
تعمل طبقة الأكسيد الموجودة على الفولاذ المقاوم للصدأ كحاجز مادي يمنع معدن الحشو من ملامسة الفولاذ بشكل مباشر. يؤدي هذا إلى ضعف في التبلل، أو رابطة ضعيفة، أو عدم وجود رابطة على الإطلاق.
استقرار الأكاسيد
يزداد التحدي بسبب العناصر الأخرى الموجودة في سبائك الفولاذ المقاوم للصدأ، مثل النيكل (Ni) والتيتانيوم (Ti) والمنغنيز (Mn). تشكل هذه العناصر أيضًا أكاسيد مستقرة للغاية يصعب إزالتها بالطرق التقليدية.
كيف يحل اللحام الفراغي المشكلة
للتطبيقات عالية الأداء، يعد اللحام الفراغي هو الطريقة الحاسمة لربط الفولاذ المقاوم للصدأ. تقوم العملية بتحييد مشكلة الأكسيد بشكل منهجي في بيئة خاضعة للرقابة.
الخطوة 1: إزالة الغلاف الجوي
تتم عملية اللحام بأكملها داخل فرن تم ضخ ما يقرب من كل الهواء منه، مما يخلق فراغًا عاليًا. يعد إزالة الأكسجين من البيئة أمرًا بالغ الأهمية لأنه يمنع طبقة الأكسيد من إعادة التكوين بمجرد إزالتها.
الخطوة 2: تكسير الأكاسيد الموجودة
عندما يتم تسخين أجزاء الفولاذ المقاوم للصدأ إلى درجات حرارة عالية داخل الفراغ، تصبح طبقة الأكسيد الموجودة غير مستقرة. يتسبب الجمع بين الحرارة العالية وغياب ضغط الأكسجين في تفكك الأكاسيد، أو تحللها، تاركة وراءها سطحًا معدنيًا نظيفًا ونقيًا.
الخطوة 3: تحقيق رابطة مثالية
مع اختفاء حاجز الأكسيد وعدم وجود أكسجين لإعادة تكوينه، يمكن لمعدن حشو اللحام المنصهر أن يتدفق بحرية عبر الأسطح النظيفة. يسمح هذا التبلل المثالي بسحب الحشو إلى الوصلة بفعل الخاصية الشعرية، مما يشكل ختمًا قويًا وخاليًا من الفراغات ومحكمًا عند التبريد.
فهم المفاضلات
في حين أن اللحام الفراغي فعال للغاية، فمن الضروري فهم مكانه بين الطرق الأخرى.
الحاجة إلى معدات متخصصة
اللحام الفراغي ليس عملية يدوية. يتطلب استثمارًا رأسماليًا كبيرًا في فرن تفريغ وأنظمة تحكم متطورة. وهذا يجعله مناسبًا للإنتاج الصناعي والمكونات عالية القيمة، وليس لإصلاحات الورش الصغيرة.
البديل: لحام التدفق
البديل التقليدي هو استخدام تدفق كيميائي. يتم تطبيق تدفق شديد العدوانية، يسمى غالبًا "التدفق الأسود" للفولاذ المقاوم للصدأ، على الوصلة. أثناء التسخين، يهاجم التدفق كيميائيًا طبقة الأكسيد ويذيبها، مما يسمح لحشو اللحام بتبليل السطح.
سلبيات استخدام التدفق
على الرغم من فعاليته، يمثل التدفق العديد من السلبيات. بقايا التدفق مسببة للتآكل ويجب تنظيفها بدقة بعد اللحام، وهو ما قد يكون صعبًا في التجميعات المعقدة. يمكن لأي تدفق محبوس أن يؤدي إلى فراغات في الوصلة أو يتسبب في تآكل لاحقًا خلال عمر خدمة المكون.
اتخاذ الخيار الصحيح لهدفك
يعتمد اختيار الطريقة الصحيحة كليًا على متطلبات تطبيقك من حيث الجودة والأداء والنطاق.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة والنظافة والموثوقية: اللحام الفراغي هو الخيار الوحيد. ينتج وصلات مثالية من الناحية الجمالية وخالية من تلوث التدفق، مما يجعله مثاليًا للتطبيقات الطبية والفضائية وعالية النقاء.
- إذا كان تركيزك الأساسي هو وصلة وظيفية دون الوصول إلى معدات صناعية: يعد اللحام باستخدام تدفق عدواني مناسب طريقة قابلة للتطبيق، ولكن يجب أن تكون مستعدًا للتنظيف المكثف والشامل بعد اللحام لضمان سلامة الوصلة.
في نهاية المطاف، يعد فهم خصائص طبقة أكسيد الفولاذ المقاوم للصدأ هو المفتاح لربطه بنجاح.
جدول ملخص:
| الطريقة | الميزة الرئيسية | الأفضل لـ |
|---|---|---|
| اللحام الفراغي | لا يوجد تدفق، تفكك الأكسيد في الفراغ | التطبيقات عالية النقاء، والفضاء، والطبية |
| لحام التدفق | الإزالة الكيميائية للأكاسيد | الورش التي لا يتوفر بها فرن تفريغ |
هل تحتاج إلى حل لحام موثوق وعالي الأداء لمكونات الفولاذ المقاوم للصدأ الخاصة بك؟
في KINTEK، نحن متخصصون في معدات المعالجة الحرارية المتقدمة، بما في ذلك أفران التفريغ المثالية للحام المواد الصعبة مثل الفولاذ المقاوم للصدأ. تضمن حلولنا وصلات قوية ونظيفة وخالية من التدفق للتطبيقات الحرجة في الفضاء والطب والصناعات عالية التقنية الأخرى.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا مساعدتك في تحقيق نتائج لحام فائقة وتعزيز قدراتك التصنيعية.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
- فرن الضغط الساخن بالفراغ آلة الضغط الساخن بالفراغ فرن الأنبوب
- فرن أنبوبي دوار للعمل المستمر محكم الغلق بالتفريغ (فراغي)
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار



















