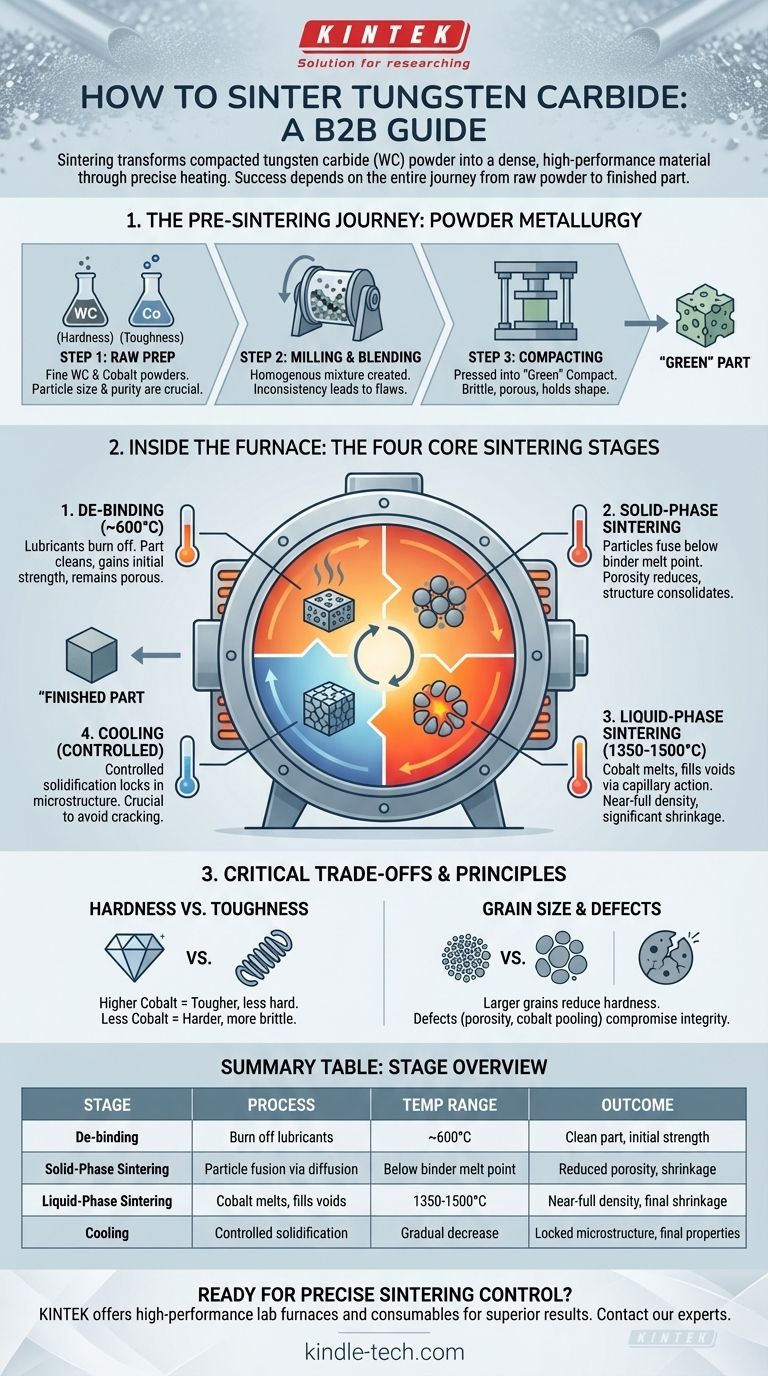
يعد تلبيد كربيد التنجستن عملية تسخين دقيقة ومتعددة المراحل تحول المسحوق المضغوط إلى مادة عالية الكثافة وعالية الأداء. تتضمن العملية تسخين جزء "أخضر" – وهو عبارة عن كتلة هشة من حبيبات كربيد التنجستن (WC) ومادة رابطة معدنية مثل الكوبالت – في فرن متحكم به حتى تذوب المادة الرابطة، وتملأ الفراغات، وتدمج الهيكل في كتلة صلبة عند التبريد.
غالبًا ما يُنظر إلى التلبيد على أنه خطوة تسخين واحدة، ولكن نجاحه يعتمد كليًا على المراحل السابقة لتعدين المساحيق. يتم تحقيق التحكم الحقيقي في خصائص المنتج النهائي - صلابته ومتانته ومقاومته للتآكل - من خلال فهم الرحلة بأكملها من المسحوق الخام إلى الجزء النهائي.

السياق الأوسع: تعدين المساحيق
قبل أن يدخل أي جزء فرن التلبيد، فإنه يمر بعدة مراحل تحضيرية حاسمة. يتم تحديد الجودة النهائية هنا.
الخطوة 1: تحضير المواد الخام
تبدأ العملية بمساحيق دقيقة للغاية. عادةً ما يكون هذا مزيجًا من كربيد التنجستن (WC)، الذي يوفر الصلابة، ومادة رابطة من الكوبالت (Co)، التي توفر المتانة.
يعد حجم الجسيمات ونقاء هذه المساحيق الأولية أمرًا بالغ الأهمية، حيث يؤثران بشكل مباشر على البنية المجهرية النهائية وأداء الجزء الملبد.
الخطوة 2: الطحن والخلط
يتم خلط مساحيق WC و Co معًا، غالبًا مع مادة تشحيم للضغط، في عملية تسمى الطحن.
الهدف هو إنشاء مزيج متجانس تمامًا. أي عدم اتساق في هذا المزيج سيؤدي إلى عيوب، وكثافة غير متناسقة، وأداء ضعيف في المنتج النهائي.
الخطوة 3: ضغط الجزء "الأخضر"
ثم يتم ضغط هذا المسحوق المتجانس في الشكل المطلوب باستخدام ضغط هائل.
يُعرف هذا الجسم الناتج باسم "الكتلة الخضراء". إنه هش ومسامي ولكنه يحتفظ بشكله، جاهزًا للحرارة التحويلية لفرن التلبيد.
داخل الفرن: المراحل الأربع الأساسية للتلبيد
مع تشكيل الجزء "الأخضر"، تبدأ عملية التلبيد نفسها. يحدث هذا داخل فرن مفرغ أو ذو جو متحكم به لمنع الأكسدة.
المرحلة 1: إزالة الرابطة والتلبيد المسبق
مع ارتفاع درجة الحرارة ببطء (عادةً إلى حوالي 600 درجة مئوية)، يتم حرق مواد التشحيم الضاغطة وأي عوامل تشكيل أخرى.
تعمل هذه المرحلة على تنظيف المادة وتخلق مسارات للغازات للهروب. يكتسب الجزء بعض القوة الأولية ولكنه لا يزال مساميًا للغاية.
المرحلة 2: التلبيد في الطور الصلب
مع زيادة الحرارة بشكل أكبر ولكنها تظل أقل من نقطة انصهار المادة الرابطة، تبدأ الجسيمات في الاندماج عند نقاط تلامسها.
هذه العملية، التي يحركها الانتشار الذري، تبدأ في تقليص الجزء وتقليل المسامية. يصبح الهيكل أكثر تماسكًا، ولكن تظل هناك فراغات كبيرة.
المرحلة 3: التلبيد في الطور السائل
هذه هي المرحلة الأكثر أهمية. يتم رفع درجة الحرارة فوق نقطة انصهار مادة الكوبالت الرابطة (حوالي 1350-1500 درجة مئوية).
يعمل الكوبالت السائل الآن كمذيب، يتدفق إلى الفراغات المتبقية من خلال الخاصية الشعرية. يسحب حبيبات كربيد التنجستن الصلبة معًا، ويزيل جميع المسام تقريبًا ويسبب انكماشًا كبيرًا للجزء.
المرحلة 4: التبريد
يتم تبريد الجزء بطريقة متحكم بها للغاية. هذا أمر بالغ الأهمية لتصلب مصفوفة الكوبالت حول حبيبات WC دون إحداث صدمة حرارية أو تشقق.
يتم تثبيت البنية المجهرية النهائية، وبالتالي خصائص المادة، خلال هذه المرحلة النهائية.
فهم المقايضات الحاسمة
تعتبر معلمات دورة التلبيد توازنًا ثابتًا بين الخصائص المتنافسة.
الصلابة مقابل المتانة
تعتبر نسبة كربيد التنجستن إلى الكوبالت هي المحدد الأساسي للخصائص النهائية للمادة.
تؤدي نسبة الكوبالت الأعلى إلى مادة أكثر متانة ومقاومة للصدمات، ولكن على حساب الصلابة ومقاومة التآكل. وعلى العكس من ذلك، تعني نسبة الكوبالت الأقل مادة أكثر صلابة ولكنها أكثر هشاشة.
التحكم في حجم الحبيبات
يمكن أن يؤدي التلبيد لفترة طويلة جدًا أو عند درجة حرارة عالية جدًا إلى نمو حبيبات كربيد التنجستن لتصبح أكبر.
تقلل الحبيبات الأكبر عمومًا من الصلابة ومقاومة التآكل. غالبًا ما تستخدم إضافات تُعرف باسم مثبطات نمو الحبيبات للحفاظ على بنية مجهرية دقيقة أثناء التلبيد في الطور السائل.
عيوب التلبيد
يمكن أن تؤدي العملية غير المتحكم بها بشكل صحيح إلى عيوب حرجة. وتشمل هذه المسامية (عدم اكتمال التكثيف)، وتجمع الكوبالت (توزيع غير متساو للمادة الرابطة)، أو التشققات الداخلية.
تؤثر هذه العيوب على السلامة الهيكلية للجزء وغالبًا ما تنتج عن سوء الخلط الأولي، أو معدلات التسخين غير الصحيحة، أو جو الفرن الملوث.
تطبيق مبادئ التلبيد على هدفك
تُحدد عملية التلبيد المثالية حسب التطبيق المقصود للجزء النهائي.
- إذا كان تركيزك الأساسي هو أقصى مقاومة للتآكل والصلابة: سيهدف إلى محتوى كوبالت أقل وحجم حبيبات كربيد تنجستن دقيق، مما يتطلب تحكمًا دقيقًا في وقت ودرجة حرارة التلبيد لمنع نمو الحبيبات.
- إذا كان تركيزك الأساسي هو مقاومة الصدمات والمتانة: ستقوم بالتركيب بمحتوى كوبالت أعلى، حيث أن مصفوفة الكوبالت المطيلية هي التي تمتص الطاقة وتمنع الكسر.
- إذا كان تركيزك الأساسي هو الجودة والاتساق بشكل عام: فإن تحكمك في نقاء المسحوق الأولي، وتجانس الخلط، وجو الفرن النظيف يكون أكثر أهمية من أي معلمة تلبيد واحدة.
في النهاية، يكمن إتقان تلبيد كربيد التنجستن في استخدام الحرارة والجو المتحكم به لتحويل كتلة مسحوق هشة إلى مكون كثيف تمامًا وقوي بشكل استثنائي.
جدول الملخص:
| مرحلة التلبيد | العملية الرئيسية | نطاق درجة الحرارة | النتيجة |
|---|---|---|---|
| إزالة الرابطة | حرق مواد التشحيم | ~600 درجة مئوية | جزء نظيف، قوة أولية |
| التلبيد في الطور الصلب | اندماج الجسيمات عبر الانتشار | أقل من نقطة انصهار الرابطة | تقليل المسامية، انكماش |
| التلبيد في الطور السائل | يذوب الكوبالت، يملأ الفراغات | 1350-1500 درجة مئوية | كثافة شبه كاملة، انكماش نهائي |
| التبريد | تصلب متحكم به | انخفاض تدريجي | بنية مجهرية ثابتة، خصائص نهائية |
هل أنت مستعد لتحقيق تحكم دقيق في عملية تلبيد كربيد التنجستن الخاصة بك؟ تتخصص KINTEK في أفران المختبرات عالية الأداء والمواد الاستهلاكية المصممة لتطبيقات تعدين المساحيق الدقيقة. تضمن معداتنا تسخينًا موحدًا، وأجواءً متحكمًا بها، ونتائج موثوقة لخصائص المواد الفائقة. اتصل بخبرائنا اليوم لمناقشة كيف يمكننا دعم احتياجات التلبيد في مختبرك وتعزيز جودة منتجك.
دليل مرئي
المنتجات ذات الصلة
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن صغير لمعالجة الحرارة بالتفريغ وتلبيد أسلاك التنغستن
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن تلدين الأسلاك الموليبدينوم بالتفريغ للمعالجة الحرارية بالتفريغ
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
يسأل الناس أيضًا
- ما هي درجات حرارة التلبيد التي قد تكون مطلوبة للتنجستن في جو هيدروجين نقي؟ الوصول إلى 1600 درجة مئوية لتحقيق الأداء الأمثل
- ماذا يحدث للتنغستن عند تسخينه؟ اكتشف مقاومته القصوى للحرارة وخصائصه الفريدة
- لماذا يعتبر استخدام مساعدات التلبيد ضروريًا للتلبيد بدون ضغط؟ تحقيق الكثافة الكاملة في السيراميك فائق الارتفاع في درجات الحرارة
- ما هي درجة انصهار التنغستن في الفراغ؟ الحد الحقيقي هو التسامي، وليس الانصهار
- لماذا يُستخدم التنجستن في الأفران؟ مقاومة حرارية لا مثيل لها لدرجات الحرارة القصوى



















