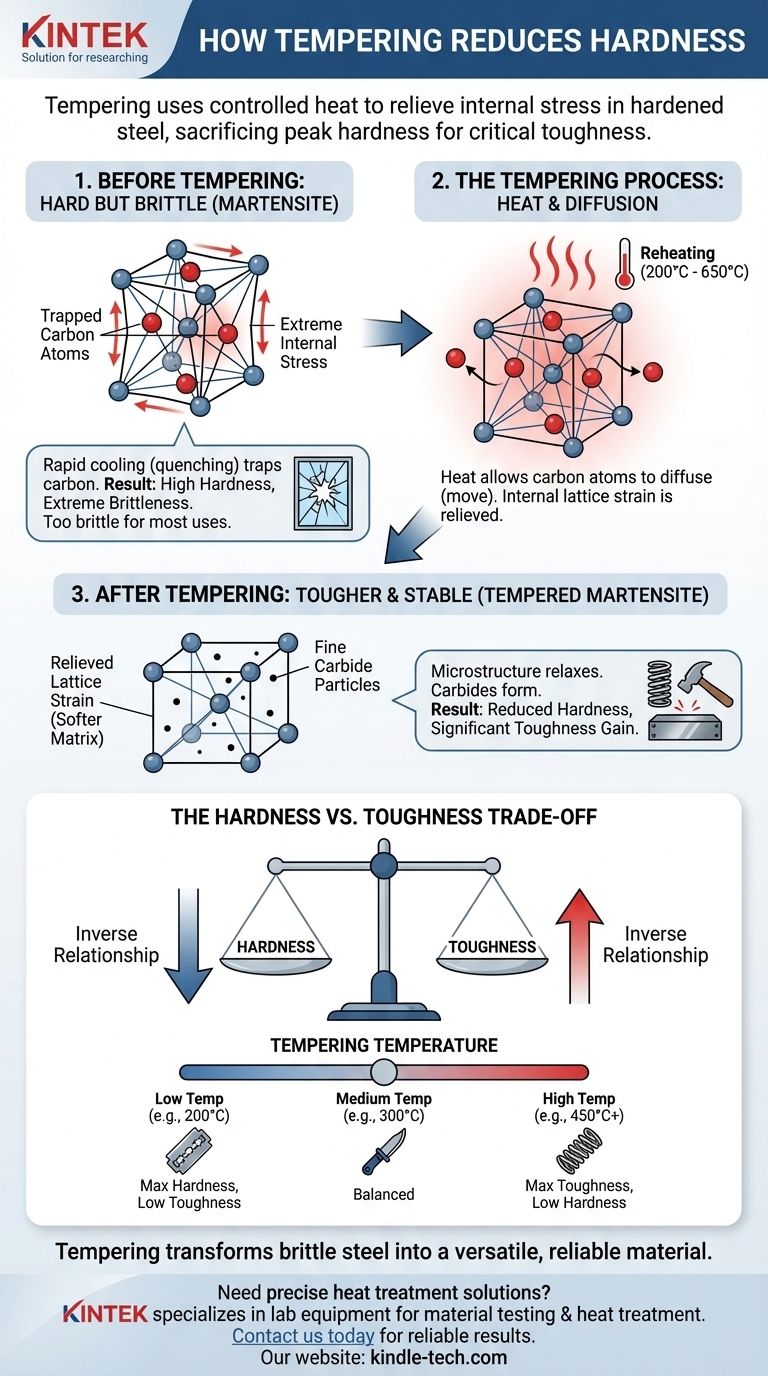
في جوهره، يقلل التخمير من الصلابة من خلال توفير حرارة كافية لتخفيف الإجهاد الداخلي الهائل داخل الفولاذ المقسى. تسمح عملية إعادة التسخين المتحكم بها هذه لذرات الكربون المحاصرة بالتحرك، مما يحول البنية المجهرية الهشة والمجهدة للغاية للفولاذ إلى بنية أكثر متانة واستقرارًا. بينما الهدف الأساسي هو تحقيق مكسب كبير في المتانة، فإن الانخفاض المتوقع في الصلابة هو النتيجة المباشرة.
الفولاذ غير المخمر، المعروف باسم المارتنسيت، شديد الصلابة ولكنه هش للغاية بحيث لا يصلح لأي استخدام عملي تقريبًا. التخمير هو العملية الأساسية للتضحية بكمية محكومة من تلك الصلابة القصوى لكسب المتانة الحرجة المطلوبة لمكون متين وموثوق به.
حالة الفولاذ قبل التخمير: صلب ولكنه هش
لفهم التخمير، يجب عليك أولاً فهم المادة التي يؤثر عليها. عادةً ما يتم تخمير الفولاذ فورًا بعد عملية تقوية تسمى التبريد.
عملية التبريد والمارتنسيت
أثناء التقسية، يتم تسخين الفولاذ إلى درجة حرارة عالية حيث يصبح هيكله البلوري أوستنيت، وهو شكل يمكنه إذابة كمية كبيرة من الكربون. عندما يتم تبريد هذا الفولاذ الساخن بسرعة (تبريد)، تحاصر ذرات الكربون داخل الشبكة البلورية للحديد.
يؤدي هذا التبريد السريع إلى تحول الأوستنيت إلى مارتنسيت، وهو هيكل بلوري رباعي الأوجه مركزي الجسم (BCT).
لماذا المارتنسيت شديد الصلابة
السمة المميزة للمارتنسيت هي إجهاده الداخلي الشديد. تشوه ذرات الكربون المحاصرة الشبكة البلورية للحديد، مما يمنع المستويات البلورية من الانزلاق فوق بعضها البعض.
هذه المقاومة للانزلاق، والمعروفة باسم حركة الخلع، هي التعريف الحقيقي للصلابة على المستوى المجهري. كلما زاد الإجهاد، زادت صلابة المادة.
الخلل الحرج: الهشاشة الشديدة
تأتي هذه الصلابة العالية بتكلفة باهظة: هشاشة شديدة. الإجهاد الداخلي الهائل يجعل المادة تتصرف مثل الزجاج. لديها مقاومة منخفضة جدًا للكسر وسوف تتحطم تحت تأثير حاد أو انحناء.
بالنسبة للأدوات مثل السكاكين والفؤوس أو الأجزاء الهيكلية مثل البراغي، تعد هذه الهشاشة نقطة فشل كارثية.
ميكانيكا التخمير: تخفيف الإجهاد الداخلي
التخمير هو معالجة حرارية دون حرجة، مما يعني أن الفولاذ يُعاد تسخينه إلى درجة حرارة أقل من النقطة التي سيعود فيها إلى الأوستنيت (عادةً ما بين 200 درجة مئوية و 650 درجة مئوية / 400 درجة فهرنهايت و 1200 درجة فهرنهايت).
دور الحرارة وانتشار الكربون
تسمح الطاقة الحرارية المضافة من إعادة التسخين لذرات الكربون "المتجمدة" بالتحرك أخيرًا، أو الانتشار، عبر الشبكة البلورية. هذه هي الآلية المركزية للتخمير.
من المارتنسيت المجهد إلى مصفوفة أكثر ليونة
مع هجرة ذرات الكربون من مواقعها المحاصرة، يتم تخفيف التشوه الشديد للشبكة البلورية للحديد. يسترخي هيكل المارتنسيت BCT شديد الإجهاد إلى هيكل مكعب مركزي الجسم (BCC) أقل إجهادًا بكثير، وهو في الأساس شكل من أشكال الفريت.
تكون مصفوفة الفريت هذه أكثر ليونة بطبيعتها من المارتنسيت الأصلي لأن المصدر الأساسي لصلابتها - إجهاد الشبكة - قد انخفض بشكل كبير.
تكوين الكربيدات الدقيقة
لا تختفي ذرات الكربون المهاجرة فحسب. بل تتحد مع ذرات الحديد لتكوين جزيئات مجهرية جديدة من كربيد الحديد (Fe₃C)، والمعروف أيضًا باسم السيمنتيت.
الهيكل النهائي، المسمى المارتنسيت المخمر، هو مادة مركبة: مصفوفة فريت أكثر ليونة معززة بتشتت دقيق من جزيئات الكربيد الصلبة جدًا. بينما تضيف هذه الكربيدات بعض الصلابة، فإن التأثير الكلي لتخفيف إجهاد الشبكة الداخلية هو انخفاض صافي في الصلابة الكلية للفولاذ.
فهم المقايضات: الصلابة مقابل المتانة
العلاقة بين الصلابة والمتانة هي المفهوم الأكثر أهمية في المعالجة الحرارية. التخمير هو عملية التنقل المتعمد في هذه المقايضة.
العلاقة العكسية
بالنسبة لفولاذ معين، تكون الصلابة والمتانة متناسبتين عكسيًا بشكل عام. عندما تقوم بتخمير الفولاذ لتقليل صلابته، فإنك ستزيد دائمًا تقريبًا من متانته، وهي قدرة المادة على امتصاص الطاقة والتشوه دون كسر.
التحكم في النتيجة باستخدام درجة الحرارة
درجة حرارة التخمير هي المتغير الرئيسي للتحكم. توفر درجة حرارة التخمير الأعلى المزيد من الطاقة الحرارية، مما يسمح بمزيد من انتشار الكربون، ومزيد من تخفيف الإجهاد، وتكوين جزيئات كربيد أكبر.
- درجة حرارة منخفضة: تؤدي إلى انخفاض طفيف في الصلابة وزيادة كبيرة في المتانة.
- درجة حرارة أعلى: تؤدي إلى انخفاض أكبر في الصلابة وزيادة قصوى في المتانة.
اتخاذ الخيار الصحيح لهدفك
يتم تحديد التوازن المثالي بين الصلابة والمتانة بالكامل من خلال التطبيق المقصود للأداة. يتم اختيار درجة حرارة التخمير خصيصًا لتحقيق هذا التوازن.
- إذا كان تركيزك الأساسي هو مقاومة التآكل الشديدة واحتفاظ الحافة (مثل شفرات الحلاقة، المبارد): استخدم درجة حرارة تخمير منخفضة (حوالي 200 درجة مئوية / 400 درجة فهرنهايت) للحفاظ على أقصى صلابة مع تخفيف الإجهاد الكافي لمنع التشقق.
- إذا كان تركيزك الأساسي هو التوازن بين الصلابة ومقاومة الصدمات (مثل السكاكين، الأزاميل، رؤوس الفؤوس): استخدم درجة حرارة تخمير متوسطة (260-340 درجة مئوية / 500-650 درجة فهرنهايت) لتحقيق احتفاظ جيد بالحافة والمتانة لتحمل الصدمات المعتدلة.
- إذا كان تركيزك الأساسي هو أقصى متانة ومرونة (مثل النوابض، البراغي الهيكلية، السيوف): استخدم درجة حرارة تخمير عالية (450 درجة مئوية+ / 850 درجة فهرنهايت+) للتضحية بصلابة كبيرة من أجل القدرة على الانحناء والمرونة وامتصاص الصدمات الشديدة دون كسر.
التخمير هو ما يحول الفولاذ من فضول هش إلى أساس متعدد الاستخدامات وموثوق به للعالم الحديث.

جدول الملخص:
| درجة حرارة التخمير | التأثير على الصلابة | التأثير على المتانة | التطبيق المثالي |
|---|---|---|---|
| منخفضة (~200 درجة مئوية / 400 درجة فهرنهايت) | انخفاض طفيف | زيادة كبيرة | شفرات الحلاقة، المبارد |
| متوسطة (260-340 درجة مئوية / 500-650 درجة فهرنهايت) | انخفاض معتدل | زيادة عالية | السكاكين، الأزاميل، الفؤوس |
| عالية (450 درجة مئوية+ / 850 درجة فهرنهايت+) | انخفاض كبير | زيادة قصوى | النوابض، السيوف، البراغي |
هل تحتاج إلى معالجة حرارية دقيقة لمكوناتك الفولاذية؟ تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية لاختبار المواد وعمليات المعالجة الحرارية. تضمن خبرتنا تحقيق التوازن الدقيق بين الصلابة والمتانة المطلوب لتطبيقك المحدد. اتصل بنا اليوم لمناقشة كيف يمكن لحلولنا تعزيز قدرات مختبرك وتقديم نتائج موثوقة ودائمة.
دليل مرئي