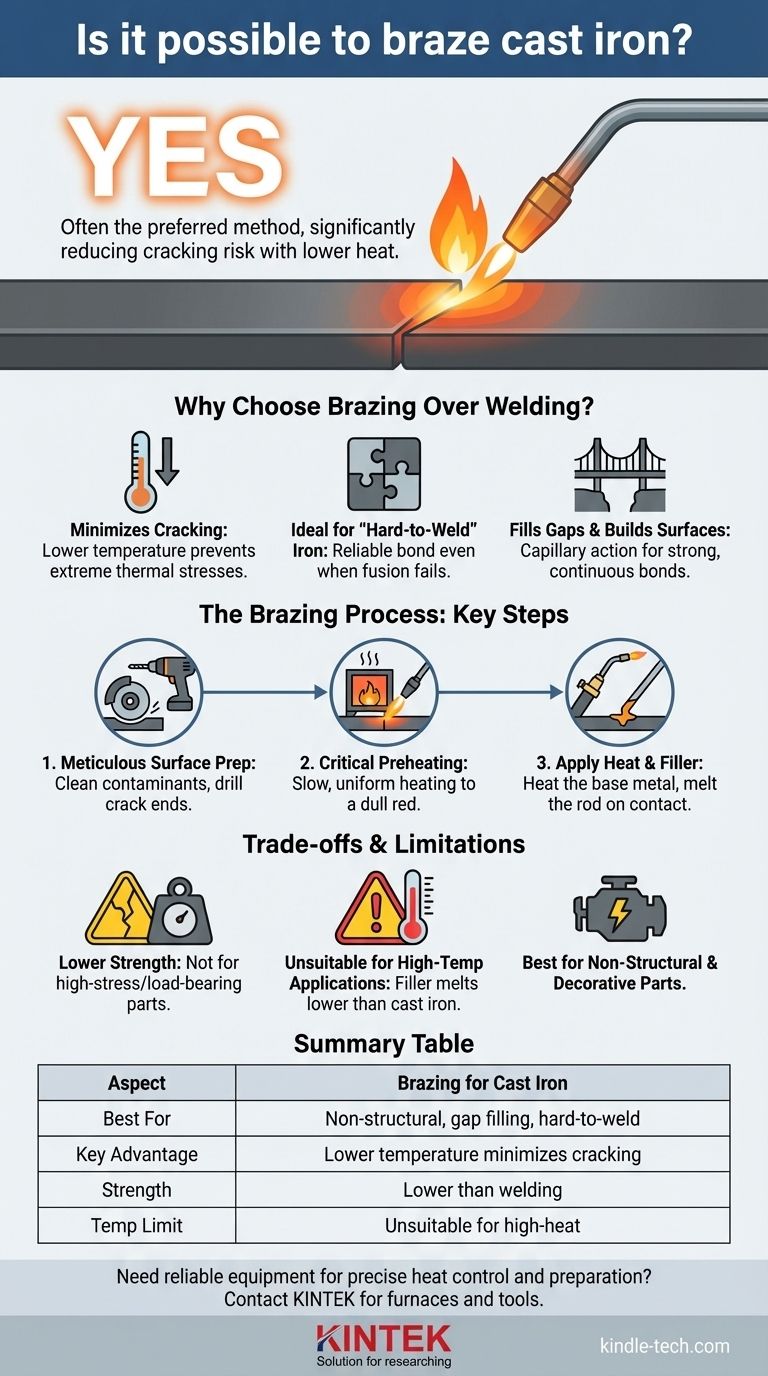
نعم، من الممكن تماماً لحام الحديد الزهر بالنحاس الأصفر. في الواقع، بالنسبة للعديد من التطبيقات، ليس ممكناً فحسب، بل هو الطريقة المفضلة للإصلاح. يستخدم اللحام بالنحاس الأصفر درجة حرارة أقل من اللحام، مما يقلل بشكل كبير من خطر تشقق الحديد الزهر الهش، مما يجعله تقنية موثوقة لربط وإصلاح الأجزاء التي فشل فيها اللحام أو كان محفوفاً بالمخاطر.
التحدي الأساسي مع الحديد الزهر هو ميله للتشقق تحت الحرارة العالية والموضعية للحام. يحل اللحام بالنحاس الأصفر هذه المشكلة ببراعة من خلال ربط المعدن دون صهره، مما يوفر رابطة قوية ومنخفضة الإجهاد ومثالية للعديد من الإصلاحات غير الهيكلية.
لماذا تختار اللحام بالنحاس الأصفر بدلاً من اللحام للحديد الزهر؟
اللحام بالنحاس الأصفر ليس مجرد بديل للحام؛ إنه عملية مختلفة جذرياً ذات مزايا مميزة لمادة حساسة مثل الحديد الزهر.
تقليل مخاطر التشقق
الفائدة الأساسية للحام بالنحاس الأصفر هي درجة حرارة عمله المنخفضة. تسخن العملية الحديد الزهر بما يكفي لصهر قضيب حشو من البرونز أو النحاس الأصفر، ولكنه يظل أقل بكثير من درجة انصهار الحديد نفسه.
هذا التسخين المحدود والأكثر لطفاً يمنع الإجهادات الحرارية الشديدة التي تسبب تشقق الحديد الزهر أثناء مرحلة التبريد للحام التقليدي. هذا يحافظ على الخصائص الأصلية للمعدن الأساسي.
مثالي للحديد "صعب اللحام"
من المعروف أن بعض أنواع الحديد الزهر يصعب لحامها بسبب محتواها المحدد من الكربون أو وجود ملوثات من سنوات الخدمة.
عندما تفشل المحاولات المتكررة للحام، يوفر اللحام بالنحاس الأصفر مساراً موثوقاً للمضي قدماً، مما يخلق رابطة قوية حيث يكون لحام الانصهار غير ممكن ببساطة.
ملء الفجوات وبناء الأسطح
اللحام بالنحاس الأصفر فعال بشكل استثنائي في سد الفجوات الكبيرة بين القطع. يتدفق معدن الحشو إلى المفصل عن طريق الخاصية الشعرية، مما يخلق رابطة صلبة ومستمرة قد تكون أقوى من الحديد الزهر الأساسي في بعض الحالات. كما أنه فعال في بناء الأسطح المتآكلة.
عملية اللحام بالنحاس الأصفر للحديد الزهر: الخطوات الرئيسية
يعتمد النجاح في لحام الحديد الزهر بالنحاس الأصفر على الإعداد المنهجي والتحكم في الحرارة. التسرع في أي من هذه الخطوات هو السبب الأكثر شيوعاً للفشل.
الخطوة 1: إعداد السطح بدقة
يجب أن يكون سطح المفصل خالياً تماماً من أي ملوثات. الزيت والشحوم والصدأ وحتى الجرافيت من الحديد نفسه سيمنع معدن الحشو من الالتصاق بشكل صحيح. قم بطحن أو صنفرة الأسطح للكشف عن معدن نظيف ولامع.
لإصلاح صدع، قم بحفر ثقب صغير في كل طرف من أطراف الصدع. هذه الخطوة البسيطة تخفف الإجهاد وهي ضرورية لمنع الصدع من الانتشار أكثر أثناء التسخين والتبريد.
الخطوة 2: التسخين المسبق الحاسم
لا يمكن للحديد الزهر تحمل تغيرات مفاجئة وموضعية في درجة الحرارة. يجب تسخينه ببطء وبشكل متساوٍ لمنع الصدمة الحرارية والتشقق.
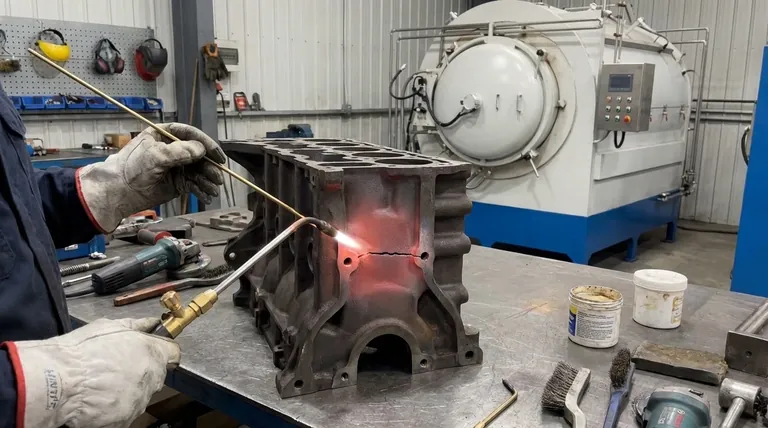
للأجزاء الأصغر، يمكن استخدام شعلة لتسخين القطعة بأكملها تدريجياً. بالنسبة للمسبوكات الأكبر، يوصى بشدة باستخدام فرن للتسخين الموحد. سخن الحديد حتى يصل إلى لون أحمر باهت، مما يشير إلى أنه جاهز للحام بالنحاس الأصفر.
الخطوة 3: تطبيق الحرارة ومعدن الحشو
استخدم لهباً محايداً أو مؤكسداً قليلاً مع فوهة لحام ذات حجم مناسب. الهدف هو تسخين معدن قاعدة الحديد الزهر، وليس قضيب الحشو.
ارفع درجة حرارة منطقة المفصل. عندما يصبح الحديد الزهر ساخناً بما فيه الكفاية، فإنه سيذيب قضيب اللحام عند التلامس. هذا يضمن أن معدن الحشو "يبلل" السطح ويتدفق عميقاً في المفصل، مما يخلق رابطة مناسبة.
فهم المفاضلات والقيود
على الرغم من فعاليته، فإن اللحام بالنحاس الأصفر ليس حلاً شاملاً. يعد فهم حدوده أمراً أساسياً لاستخدامه بشكل صحيح وآمن.
قوة أقل مقارنة باللحام
اللحام المنفذ بشكل صحيح، والذي يدمج المعادن الأساسية معاً، سيخلق عموماً رابطة أقوى من اللحام بالنحاس الأصفر. اللحام بالنحاس الأصفر يخلق رابطة على سطح المعدن، وليس داخله.
غير مناسب للتطبيقات ذات درجات الحرارة العالية
تمتلك معادن حشو اللحام بالنحاس الأصفر نقطة انصهار أقل بكثير من الحديد الزهر. لذلك، فإن الإصلاح باللحام بالنحاس الأصفر غير مناسب للأجزاء التي تعمل في درجات حرارة عالية، مثل مشعبات العادم أو رؤوس الأسطوانات أو مكونات المحرك الأخرى. ستفشل الوصلة بمجرد تجاوز درجة حرارة التشغيل الخاصة بها نقطة انصهار الحشو.
ليس للأجزاء عالية الإجهاد أو الحاملة للحمل
بسبب قوة الشد المنخفضة مقارنة باللحام ذي الاختراق الكامل، لا ينبغي استخدام اللحام بالنحاس الأصفر للإصلاحات الحرجة على المكونات المعرضة لشد عالٍ أو أحمال هيكلية ثقيلة. إنه الأنسب للأغلفة والهياكل والقطع الزخرفية.
اتخاذ الخيار الصحيح لإصلاحك
لتحديد ما إذا كان اللحام بالنحاس الأصفر هو النهج الصحيح، ضع في اعتبارك الوظيفة النهائية للجزء.
- إذا كان تركيزك الأساسي هو إصلاح جزء غير هيكلي (مثل قوس أو غلاف أو قطعة زخرفية): يعتبر اللحام بالنحاس الأصفر خياراً ممتازاً ومنخفض المخاطر يقلل من فرصة تشقق المسبوكة.
- إذا كان تركيزك الأساسي هو إصلاح جزء معرض لحرارة عالية (مثل مشعب العادم): اللحام بالنحاس الأصفر غير مناسب؛ يجب عليك البحث عن إجراءات لحام متخصصة لدرجات الحرارة العالية.
- إذا كان تركيزك الأساسي هو أقصى قوة لمكون حامل للحمل: من المحتمل أن يكون اللحام بالنحاس الأصفر غير كافٍ؛ فإن إصلاح اللحام المناسب الذي يقوم به أخصائي هو الخيار الأكثر أماناً.
من خلال فهم مبادئه وقيوده، يمكنك بثقة استخدام اللحام بالنحاس الأصفر كأداة قوية لإصلاح الحديد الزهر.
جدول الملخص:
| الجانب | اللحام بالنحاس الأصفر للحديد الزهر |
|---|---|
| الأفضل لـ | الإصلاحات غير الهيكلية، ملء الفجوات، الحديد صعب اللحام |
| الميزة الرئيسية | درجة الحرارة المنخفضة تقلل من خطر التشقق |
| القوة | أقل من اللحام؛ ليس للأجزاء عالية الإجهاد |
| حد درجة الحرارة | غير مناسب لتطبيقات الحرارة العالية (مثل مشعبات العادم) |
| العملية | التسخين المسبق، إعداد السطح، تدفق الحشو الشعري |
هل تحتاج إلى معدات موثوقة لمشاريع تشغيل المعادن أو المختبر الخاصة بك؟
يتطلب لحام الحديد الزهر بالنحاس الأصفر تحكماً دقيقاً في الحرارة والإعداد. تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية عالية الجودة، بما في ذلك الأفران للتسخين المسبق الموحد والأدوات لإعداد السطح بدقة. سواء كنت في مختبر أبحاث أو ورشة عمل صناعية، تساعدك حلولنا على تحقيق نتائج متسقة واحترافية.
اتصل بخبرائنا اليوم للعثور على المعدات المناسبة لإصلاح الحديد الزهر أو احتياجات التصنيع المحددة لديك.
دليل مرئي