باختصار، يعد التسخين الزائد لوصلة اللحام بالنحاس قبل إضافة معدن الحشو أحد الأخطاء الأكثر شيوعًا وحرجًا في هذه العملية. سيؤدي ذلك إلى احتراق التدفق الواقي وفشله، وتأكسد المعدن الأساسي، وفي النهاية منع معدن الحشو من التدفق إلى الوصلة، مما يؤدي إلى رابطة ضعيفة أو فاشلة تمامًا.
يحول التسخين الزائد الوصلة من سطح نظيف ونشط كيميائيًا جاهز للربط إلى حاجز ملوث وخامل. يعتمد المبدأ الأساسي للحام بالنحاس على سحب معدن الحشو إلى الوصلة عن طريق الخاصية الشعرية، ويدمر التسخين الزائد الظروف التي تجعل هذا ممكنًا.

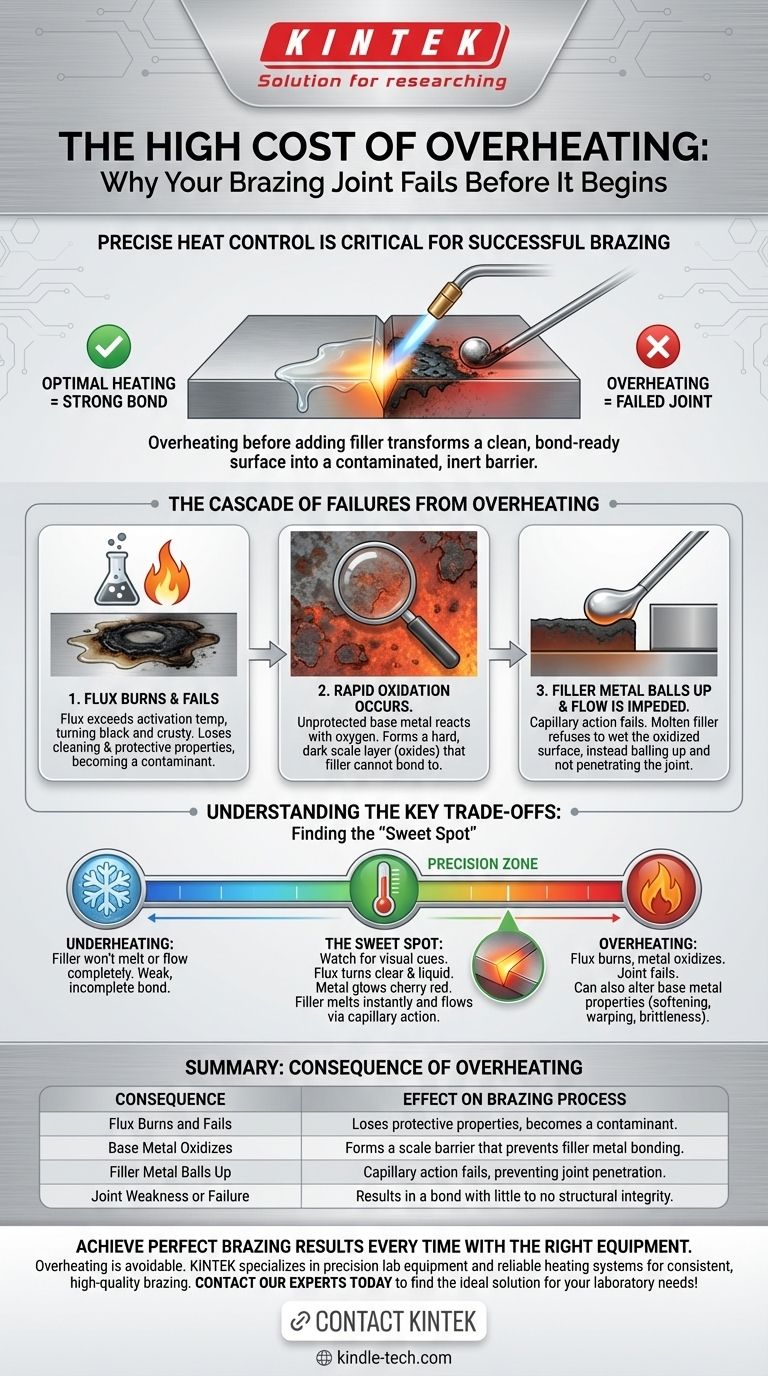
سلسلة الإخفاقات الناتجة عن التسخين الزائد
عندما تطبق الكثير من الحرارة في وقت مبكر جدًا، تحدث سلسلة من الإخفاقات المتوقعة. كل مشكلة تزيد من تعقيد المشكلة التالية، مما يجعل اللحام بالنحاس الناجح شبه مستحيل.
الفشل 1: احتراق التدفق ويصبح غير فعال
التدفق هو مركب كيميائي له نطاق درجة حرارة تنشيط محدد. وظيفته هي تنظيف المعدن وحمايته من الأكسجين أثناء التسخين.
عندما تسخن الوصلة بشكل زائد، فإنك تتجاوز هذا النطاق. يصبح التدفق "محترقًا" - سيتحول إلى اللون الأسود أو يتصلب، ويفقد خصائصه الوقائية والتنظيفية تمامًا. التدفق المحترق أسوأ من عدم وجود تدفق على الإطلاق، لأنه يصبح ملوثًا بحد ذاته.
الفشل 2: الأكسدة السريعة للمعدن الأساسي
بمجرد فشل التدفق، يتعرض المعدن الأساسي الساخن جدًا وغير المحمي الآن للأكسجين في الهواء. يؤدي هذا إلى تكون سريع لطبقة صلبة وداكنة من الأكاسيد، والتي غالبًا ما تسمى القشور.
لا يمكن لمعدن حشو اللحام بالنحاس أن يلتصق بالأكاسيد. تتطلب العملية، المعروفة باسم الترطيب، تدفق الحشو فوق سطح معدني نقي ونظيف والارتباط به معدنيًا. تعمل طبقة الأكسيد كحاجز، مما يمنع هذا الارتباط من التكون على الإطلاق.
الفشل 3: إعاقة تدفق معدن الحشو والخاصية الشعرية
عندما تقوم أخيرًا بإدخال قضيب الحشو إلى الوصلة الساخنة جدًا والمؤكسدة، فلن يتدفق بسلاسة. بدلاً من ذلك، من المحتمل أن يتكتل الحشو على السطح ويرفض أن ينسحب إلى الفجوة.
هذا فشل في الخاصية الشعرية، وهي القوة الأساسية التي تسحب معدن الحشو المنصهر إلى وصلة محكمة. تعمل الخاصية الشعرية فقط على سطح نظيف ومبلل. مع التدفق المحترق وطبقة من القشور في الطريق، يتم حظر المسار.
فهم المقايضات الرئيسية
الهدف ليس فقط تجنب التسخين الزائد؛ بل هو تحقيق درجة الحرارة الدقيقة المطلوبة لسبيكة الحشو المحددة التي تستخدمها. سيؤدي كل من الحرارة القليلة جدًا والكثيرة جدًا إلى فشل الوصلة.
خطر التسخين الناقص
على العكس من ذلك، إذا لم يكن المعدن الأساسي ساخنًا بدرجة كافية، فلن يذوب معدن الحشو بشكل صحيح أو يتدفق بالكامل. قد يتصلب قبل اختراق العمق الكامل للوصلة، مما يخلق رابطة ضعيفة تبدو مقبولة من الخارج ولكن ليس لها قوة داخلية.
العثور على "النقطة المثلى": قراءة الإشارات البصرية
المفتاح هو تسخين المعدن الأساسي، وليس قضيب الحشو. راقب التدفق للحصول على إشارتك. عندما يصل المعدن الأساسي إلى درجة حرارة اللحام بالنحاس الصحيحة، سيصبح التدفق شفافًا ومائيًا وسائلاً تمامًا. هذه هي اللحظة التي تلمس فيها قضيب الحشو برفق بالوصلة.
إذا كانت الوصلة في درجة الحرارة الصحيحة، فسوف يذوب الحشو على الفور وينسحب إلى الوصلة بفعل الخاصية الشعرية، ليحل محل التدفق السائل. لون المعدن الساخن (غالبًا ما يكون أحمر كرزيًا باهتًا إلى ساطعًا، اعتمادًا على السبيكة) هو مؤشر حاسم آخر.
التأثير على خصائص المعدن الأساسي
بالنسبة لبعض المواد، وخاصة الفولاذ المعالج حرارياً، وبعض سبائك الألومنيوم، وسبائك النحاس المقواة، يمكن أن يكون للتسخين الزائد عواقب تتجاوز الوصلة الفاشلة. يمكن أن تؤدي الحرارة الزائدة إلى تغيير دائم في البنية المجهرية للمعدن، مما يتسبب في تليينه (تلدينه)، أو تشوهه، أو جعله هشًا.
اتخاذ القرار الصحيح لهدفك
يجب أن تكون استراتيجية التسخين الخاصة بك دائمًا مدروسة ومركزة على الاحتياجات المحددة للوصلة والمواد.
- إذا كان تركيزك الأساسي هو وصلة قوية ومخترقة بالكامل: سخّن المنطقة الأوسع من المعادن الأساسية بالتساوي، وراقب التدفق. عندما يصبح شفافًا وسائلاً، تعلم أن المعدن جاهز لقبول الحشو.
- إذا كان تركيزك الأساسي هو منع التسربات في وصلة الأنبوب: ركز على تسخين المحيط الكامل للجزء الأثقل/الأكثر سمكًا من الوصلة أولاً، مما يسمح للحرارة بالانتقال إلى الأنبوب الداخلي. وهذا يضمن وصول الوصلة بأكملها إلى درجة الحرارة في وقت واحد لعمل شعري موحد.
- إذا كان تركيزك الأساسي هو الحفاظ على سلامة المعدن الأساسي: استخدم أقلام التلوين التي تشير إلى درجة الحرارة وكن منضبطًا بشأن مدخلات الحرارة لديك. تعلم الإشارات البصرية المحددة لمعدنك لتجنب تجاوز درجة حرارته الحرجة.
في النهاية، اللحام بالنحاس الناجح هو مهارة الملاحظة الدقيقة والتحكم في الحرارة، وليس تطبيق القوة الغاشمة.
جدول ملخص:
| نتيجة التسخين الزائد | التأثير على عملية اللحام بالنحاس |
|---|---|
| احتراق التدفق وفشله | يفقد خصائصه الوقائية، ويصبح ملوثًا |
| تأكسد المعدن الأساسي | يشكل حاجزًا من القشور يمنع ارتباط معدن الحشو |
| تكتل معدن الحشو | تفشل الخاصية الشعرية، مما يمنع اختراق الوصلة |
| ضعف الوصلة أو فشلها | يؤدي إلى رابطة ذات قوة هيكلية قليلة أو معدومة |
حقق نتائج لحام بالنحاس مثالية في كل مرة باستخدام المعدات المناسبة. التسخين الزائد هو خطأ شائع ولكن يمكن تجنبه. تتخصص KINTEK في معدات ومستهلكات المختبرات الدقيقة، بما في ذلك أنظمة التدفئة الموثوقة وأدوات التحكم في درجة الحرارة المصممة للحام بالنحاس عالي الجودة والمتسق. دعنا نساعدك على تعزيز كفاءة عمليتك وموثوقية الوصلات. اتصل بخبرائنا اليوم للعثور على الحل الأمثل لاحتياجات مختبرك!
دليل مرئي