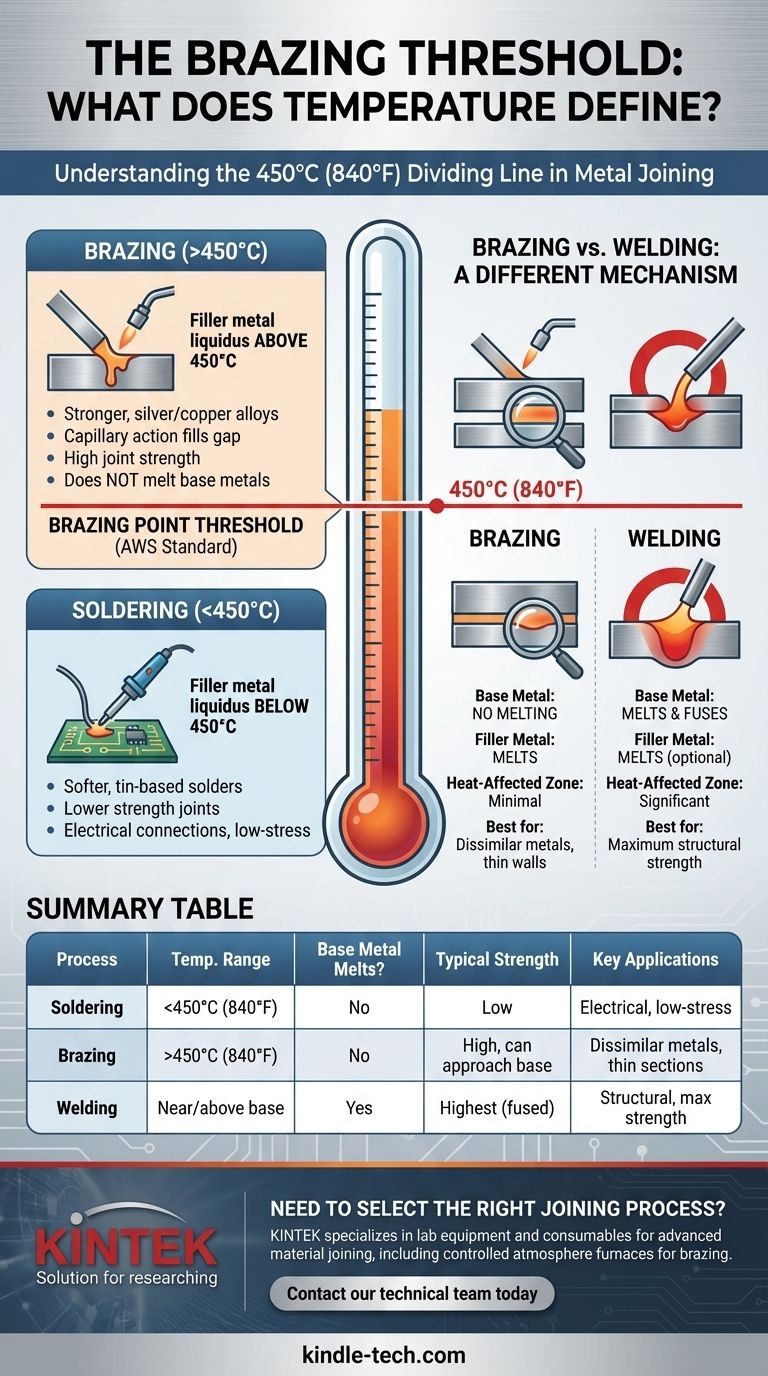
لتصنيف العملية على أنها لحام بالنحاس (Brazing)، يجب أن تستخدم العملية معدن حشو تكون درجة حرارة السيولة له أعلى من 450 درجة مئوية (840 درجة فهرنهايت). هذا الحد الأدنى المحدد، الذي وضعته جمعية اللحام الأمريكية، هو الخط الفاصل المعترف به دوليًا بين اللحام بالنحاس والعملية الأقل حرارة وهي اللحام بالقصدير (Soldering). ومع ذلك، فإن درجة الحرارة نفسها ليست سوى جزء من القصة؛ إنها علامة على فئة مختلفة جوهريًا من المواد وقوة المفاصل.
التمييز الأساسي ليس مجرد درجة الحرارة، بل ما تتيحه. يعمل اللحام بالنحاس في "النقطة المثالية" الساخنة بما يكفي لاستخدام سبائك حشو قوية وعالية الأداء، ولكنها باردة بما يكفي لربط المعادن دون إذابتها وإلحاق الضرر بها المحتمل، على عكس اللحام (Welding).
الخط الفاصل: اللحام بالنحاس مقابل اللحام بالقصدير
النقطة الأكثر شيوعًا للالتباس هي الفرق بين اللحام بالقصدير واللحام بالنحاس. في حين أنهما يبدوان متشابهين، فإن عتبة درجة الحرارة تخلق فصلًا واضحًا في كل من العملية والنتيجة.
عتبة 450 درجة مئوية (840 درجة فهرنهايت)
هذا الرقم هو التعريف الرسمي. أي عملية ربط تستخدم معدن حشو يذوب أقل من هذه النقطة هي لحام بالقصدير (Soldering). أي عملية تستخدم معدن حشو يذوب أعلى من هذه النقطة (ولكن أقل من نقطة انصهار المعادن الأساسية) هي لحام بالنحاس (Brazing).
هذا ليس خطًا اعتباطيًا. إنه يتوافق مع تحول كبير في أنواع سبائك المعادن الحشو التي يمكن استخدامها، بالانتقال من لحامات القصدير الأكثر ليونة والقائمة على القصدير إلى سبائك اللحام بالنحاس الأقوى والقائمة على الفضة والنحاس.
كيف يعمل معدن الحشو
يعتمد كل من اللحام بالنحاس واللحام بالقصدير على الخاصية الشعرية (Capillary Action). هذه هي الظاهرة الفيزيائية التي يتم من خلالها سحب السائل إلى مساحة ضيقة، حتى ضد قوة الجاذبية.
للحصول على وصلة قوية، يجب التحكم في الفجوة بين قطعتي المعدن الأساسي بدقة. ثم يذوب معدن الحشو المسخن، ويتم سحبه إلى هذه الفجوة، ويرتبط بسطوح المعادن الأساسية عند التبريد.
اختلافات القوة والتطبيق
تسمح درجات الحرارة الأعلى في اللحام بالنحاس باستخدام معادن حشو ذات قوة أعلى بكثير. يمكن أن يصل المفصل الملحوم بالنحاس بشكل صحيح إلى قوة شد تقارب، وفي بعض الأحيان تتجاوز، قوة المعادن الأساسية التي يتم ربطها.
في المقابل، تكون المفاصل الملحومة بالقصدير أضعف بكثير. إنها مناسبة للتوصيلات الكهربائية أو السباكة منخفضة الإجهاد ولكنها لا تستخدم للتطبيقات الهيكلية حيث تكون القوة مصدر قلق أساسي.
اللحام بالنحاس مقابل اللحام (Welding): آلية مختلفة
العملية الرئيسية الأخرى للربط هي اللحام (Welding)، والتي غالبًا ما يتم الخلط بينها وبين اللحام بالنحاس ولكنها تعمل بمبدأ مختلف تمامًا.
إذابة المعدن الأساسي مقابل عدم إذابته
هذا هو التمييز الأكثر أهمية. في اللحام (Welding)، يتم صهر حواف المعادن الأساسية ودمجها معًا، وغالبًا مع إضافة مادة حشو منصهرة. المفصل النهائي هو قطعة متصلة ومتصلبة من نفس المعدن (أو مشابه جدًا).
في اللحام بالنحاس (Brazing)، يذوب معدن الحشو فقط. يتم تسخين المعادن الأساسية، لكنها لا تصل أبدًا إلى نقطة انصهارها. يعمل اللحام بالنحاس بشكل أساسي كغراء معدني قوي جدًا، يربط القطع معًا دون تغيير حالتها الأساسية.
التأثير على خصائص المادة
نظرًا لأن اللحام ينطوي على درجات حرارة موضعية أعلى بكثير، فإنه ينشئ منطقة متأثرة بالحرارة (HAZ) كبيرة. يمكن أن يؤدي هذا إلى تغيير ليونة وصلابة وضغوط داخلية للمعادن الأساسية، مما يضعفها في بعض الأحيان.
يستخدم اللحام بالنحاس حرارة أقل وأكثر توزيعًا بالتساوي. وهذا يجعله العملية المثالية لربط المكونات المعالجة حرارياً، أو الأنابيب ذات الجدران الرقيقة، أو المعادن غير المتجانسة (مثل النحاس بالصلب) التي لا يمكن لحامها بسهولة.
فهم المفاضلات
على الرغم من قوته، فإن اللحام بالنحاس ليس حلاً شاملاً. يعتمد النجاح على فهم متطلباته وقيوده المحددة.
"الفجوة" حاسمة
الخاصية الشعرية تعمل فقط إذا تم التحكم في الخلوص بين الأجزاء بشكل صحيح. الفجوة الواسعة جدًا لن تسمح بسحب معدن الحشو وملء المفصل بالكامل. الفجوة الضيقة جدًا ستمنع معدن الحشو من الدخول على الإطلاق.
نظافة المعدن الأساسي
اللحام بالنحاس غير متسامح للغاية مع الملوثات السطحية مثل الزيوت والشحوم والأكاسيد. يجب تنظيف الأسطح بدقة قبل التسخين. يتطلب الأمر دائمًا تقريبًا استخدام صهارة (Flux) كيميائية أو جو متحكم فيه وخالٍ من الأكسجين لمنع إعادة الأكسدة أثناء التسخين وللمساعدة في تدفق معدن الحشو.
حد القوة
على الرغم من أن المفصل الملحوم بالنحاس قوي جدًا، إلا أن قوته القصوى تكون عادةً محدودة بقوة القص لسبائك الحشو نفسها. بالنسبة للتطبيقات التي تتطلب أقصى قدر من السلامة الهيكلية، فإن اللحام المنفذ بشكل صحيح سيخلق دائمًا اتصالًا أقوى تقريبًا.
اتخاذ القرار الصحيح لمشروعك
يتطلب اختيار العملية الصحيحة مواءمة الطريقة مع المتطلبات الفريدة لتطبيقك.
- إذا كان تركيزك الأساسي هو ربط المعادن غير المتجانسة أو المقاطع الرقيقة: اللحام بالنحاس هو الخيار المثالي بسبب انخفاض مدخلات الحرارة وقدرته على ربط مواد مختلفة دون صهرها.
- إذا كان تركيزك الأساسي هو أقصى قوة وسلامة المفصل: يوفر اللحام (Welding) أقوى رابط ممكن عن طريق دمج المعادن الأساسية في قطعة واحدة.
- إذا كان تركيزك الأساسي هو الموصلية الكهربائية أو الإغلاق منخفض الإجهاد: اللحام بالقصدير (Soldering) هو العملية الصحيحة والفعالة من حيث التكلفة التي تتجنب التلف الحراري للمكونات الحساسة.
في النهاية، يتيح لك فهم دور درجة الحرارة اختيار العملية التي تحقق أفضل توازن بين القوة وسلامة المادة والتعقيد لهدفك.
جدول ملخص:
| العملية | نطاق درجة الحرارة | هل يذوب المعدن الأساسي؟ | قوة المفصل النموذجية | التطبيقات الرئيسية |
|---|---|---|---|---|
| اللحام بالقصدير (Soldering) | أقل من 450 درجة مئوية (840 درجة فهرنهايت) | لا | منخفضة | التوصيلات الكهربائية، السباكة منخفضة الإجهاد |
| اللحام بالنحاس (Brazing) | أعلى من 450 درجة مئوية (840 درجة فهرنهايت) | لا | عالية، يمكن أن تقترب من قوة المعدن الأساسي | ربط المعادن غير المتجانسة، المقاطع الرقيقة، المكونات الحساسة للحرارة |
| اللحام (Welding) | بالقرب من/أعلى من نقطة انصهار المعدن الأساسي | نعم | الأعلى (معادن أساسية منصهرة) | التطبيقات الهيكلية التي تتطلب أقصى قوة |
هل تحتاج إلى اختيار عملية الربط المناسبة لموادك؟
يعد فهم فرق درجة الحرارة الحاسم بين اللحام بالنحاس واللحام بالقصدير واللحام (Welding) أمرًا أساسيًا لتحقيق روابط قوية وموثوقة دون إتلاف مكوناتك. تتخصص KINTEK في توفير معدات المختبر الدقيقة والمواد الاستهلاكية اللازمة لعمليات ربط المواد المتقدمة، بما في ذلك أفران الغلاف الجوي المتحكم فيه المثالية لتطبيقات اللحام بالنحاس.
يمكن لخبرائنا مساعدتك في اختيار الأدوات المناسبة لضمان التحكم الأمثل في درجة الحرارة والنظافة وسلامة المفصل لمشروعك المحدد. دعنا نساعدك في تحقيق نتائج متفوقة.
اتصل بفريقنا الفني اليوم لمناقشة احتياجات تطبيقك!
دليل مرئي