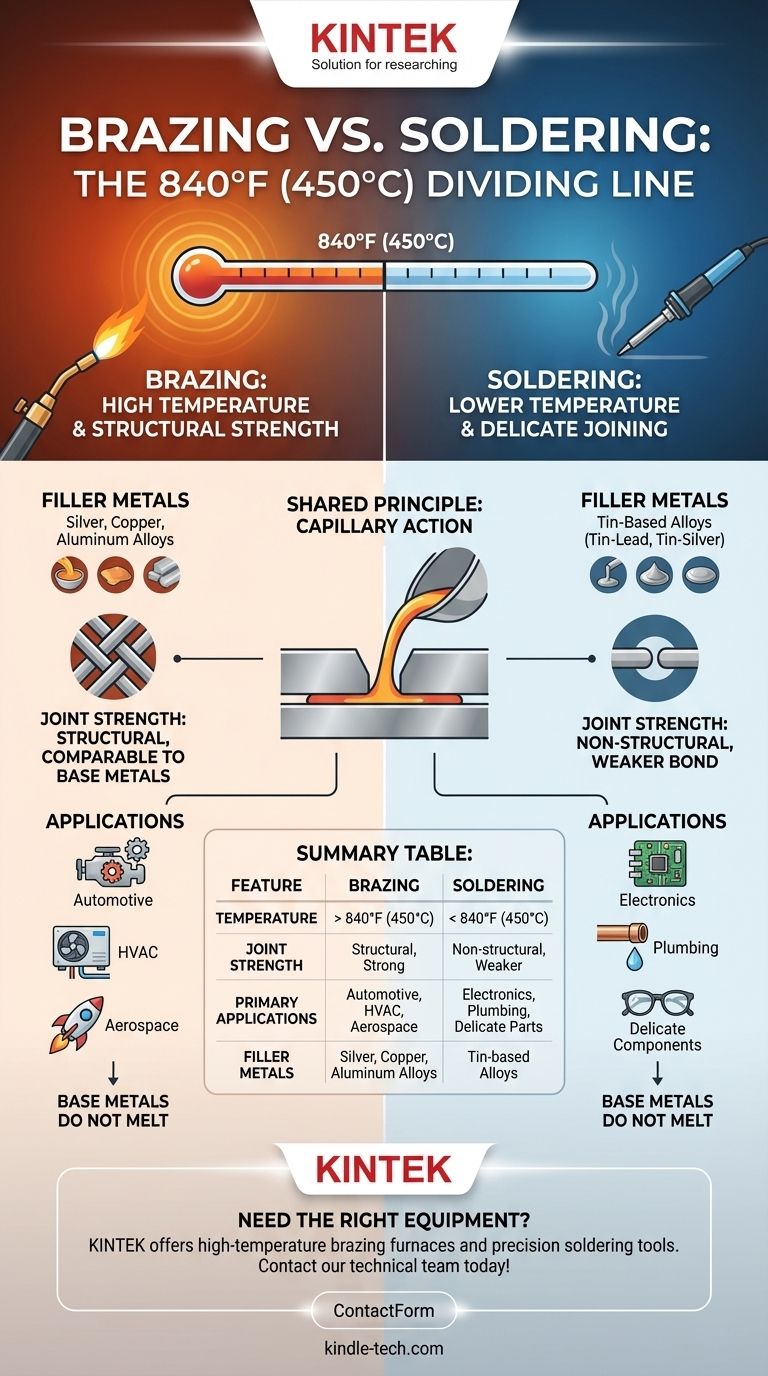
في جوهره، يكمن الاختلاف بين اللحام بالنحاس (Brazing) واللحام بالقصدير (Soldering) في درجة الحرارة التي تتم عندها العملية. يستخدم اللحام بالنحاس معدن حشو ينصهر عند درجة حرارة أعلى من 840 درجة فهرنهايت (450 درجة مئوية)، بينما يستخدم اللحام بالقصدير معدن حشو ينصهر أقل من هذا الحد. هذا الاختلاف الأساسي في درجة الحرارة يحدد قوة الوصلة النهائية والتطبيقات المناسبة لكل طريقة.
الخيار بين اللحام بالنحاس واللحام بالقصدير ليس مجرد مسألة حرارة؛ إنه قرار بين إنشاء رابطة سطحية أضعف (اللحام بالقصدير) وتكوين اتصال هيكلي قوي غالبًا ما يكون بقوة المعادن التي يتم وصلها (اللحام بالنحاس).
العامل المحدد: درجة الحرارة ومعدن الحشو
التمييز الوحيد المقبول عالميًا بين هاتين العمليتين هو نقطة انصهار مادة الحشو المستخدمة لوصل المعادن الأساسية.
خط الفصل عند 840 درجة فهرنهايت (450 درجة مئوية)
تعتبر درجة الحرارة المحددة هذه هي المعيار الصناعي الذي يفصل بين التقنيتين. أي عملية وصل تستخدم معدن حشو ينصهر تحت هذه النقطة تُصنَّف على أنها لحام بالقصدير. وأي عملية تستخدم حشوة تنصهر فوقها تُصنَّف على أنها لحام بالنحاس.
اللحام بالقصدير: درجة حرارة أقل، معادن أكثر ليونة
يستخدم اللحام بالقصدير مواد حشو، أو لحامات بالقصدير (solders)، وهي عادةً سبائك قائمة على القصدير (مثل القصدير والرصاص أو القصدير والفضة). تتميز هذه السبائك بنقاط انصهار منخفضة، مما يجعل العملية مناسبة للمكونات الحساسة التي لا تستطيع تحمل الحرارة العالية.
اللحام بالنحاس: درجة حرارة أعلى، سبائك أقوى
يستخدم اللحام بالنحاس سبائك حشو ذات نقاط انصهار أعلى بكثير، وغالبًا ما تحتوي على الفضة أو النحاس أو الألومنيوم. من الأهمية بمكان ملاحظة أنه في كل من اللحام بالنحاس واللحام بالقصدير، تكون نقطة انصهار معدن الحشو دائمًا أقل من المعادن الأساسية التي يتم وصلها؛ المعادن الأساسية نفسها لا تنصهر أبدًا.
كيف تترجم درجة الحرارة إلى أداء
يؤثر الاختلاف في الحرارة ومادة الحشو بشكل مباشر وهام على قوة وخصائص الوصلة النهائية.
قوة الوصلة: الفرق الحاسم
هذا هو أهم فرق عملي. تخلق الوصلة الملحومة بالنحاس رابطة معدنية قوية غالبًا ما تكون بقوة المواد الأساسية أو أقوى منها. إنها طريقة وصل هيكلية.
تكون الوصلة الملحومة بالقصدير أضعف بكثير. تُستخدم عادةً للتطبيقات التي لا تكون فيها القوة الميكانيكية هي المتطلب الأساسي، مثل إنشاء التوصيلات الكهربائية أو الأختام منخفضة الضغط.
دور الخاصية الشعرية (Capillary Action)
تعتمد كلتا العمليتين على الخاصية الشعرية لسحب معدن الحشو المنصهر إلى المساحة الضيقة بين المكونات الأساسية. يضمن هذا رابطة كاملة وموحدة عبر سطح الوصلة بالكامل.
التأثير على المواد الأساسية
يمكن لدرجات الحرارة الأعلى المطلوبة للحام بالنحاس أن تغير خصائص المعادن الأساسية، مثل ليونتها أو صلابتها. يجب أخذ هذا في الاعتبار أثناء مرحلة التصميم. تشكل حرارة اللحام بالقصدير خطرًا أقل بكثير على المكونات التي يتم وصلها.
فهم المفاضلات
يتطلب اختيار الطريقة الصحيحة الموازنة بين الحاجة إلى القوة وتعقيد وتكلفة العملية.
لماذا لا نستخدم اللحام بالنحاس دائمًا للحصول على القوة؟
يتطلب اللحام بالنحاس حرارة أكبر بكثير، مما يترجم إلى تكاليف طاقة أعلى ومعدات أكثر تطوراً، مثل المشاعل أو الأفران. كما تزيد درجات الحرارة العالية من خطر الأكسدة، مما قد يتطلب أجواء واقية (كما في اللحام بالنحاس بالتفريغ) لضمان وصلة نظيفة وقوية.
متى يكون اللحام بالقصدير هو الخيار الأفضل
يعد اللحام بالقصدير مثاليًا لوصل المكونات الحساسة للحرارة، لا سيما في الإلكترونيات. العملية أسرع، وتتطلب طاقة أقل، ويمكن إجراؤها باستخدام أدوات أبسط وأقل تكلفة مثل مكواة اللحام.
الاتساق والتعقيد
يتفوق اللحام بالنحاس في إنشاء وصلات متسقة للغاية، حتى في الأشكال الهندسية المعقدة. وهذا يجعله طريقة مفضلة في الإنتاج الضخم للصناعات مثل السيارات والتدفئة والتهوية وتكييف الهواء (HVAC)، حيث تكون الموثوقية من جزء لآخر ضرورية.
اتخاذ الخيار الصحيح لتطبيقك
في نهاية المطاف، تعتمد العملية الصحيحة كليًا على متطلبات المنتج النهائي.
- إذا كان تركيزك الأساسي هو القوة الهيكلية والمتانة: اللحام بالنحاس هو الخيار الصحيح، لأنه ينشئ رابطة تضاهي في قوتها المعادن الأساسية.
- إذا كان تركيزك الأساسي هو وصل المكونات الإلكترونية الحساسة للحرارة: اللحام بالقصدير هو الخيار الوحيد الممكن بسبب تطبيقه في درجات حرارة منخفضة.
- إذا كان تركيزك الأساسي هو ختم بسيط منخفض الضغط (كما في أنابيب النحاس): يوفر اللحام بالقصدير رابطة كافية وهو أكثر فعالية من حيث التكلفة وأسهل في التنفيذ.
- إذا كان تركيزك الأساسي هو وصل معادن مختلفة للحصول على رابطة عالية القوة: اللحام بالنحاس طريقة ممتازة لإنشاء وصلات قوية بين أنواع مختلفة من المعادن.
اختر طريقة الوصل الخاصة بك بناءً على القوة الميكانيكية التي يتطلبها تجميعك حقًا.
جدول ملخص:
| الميزة | اللحام بالنحاس (Brazing) | اللحام بالقصدير (Soldering) |
|---|---|---|
| درجة الحرارة | فوق 840 درجة فهرنهايت (450 درجة مئوية) | أقل من 840 درجة فهرنهايت (450 درجة مئوية) |
| قوة الوصلة | هيكلية، بقوة المعادن الأساسية | غير هيكلية، رابطة أضعف |
| التطبيقات الرئيسية | السيارات، التدفئة والتهوية وتكييف الهواء، الفضاء الجوي | الإلكترونيات، السباكة، المكونات الحساسة |
| معادن الحشو | سبائك الفضة، النحاس، الألومنيوم | سبائك قائمة على القصدير (القصدير والرصاص، القصدير والفضة) |
هل تحتاج إلى المعدات المناسبة لعملية الوصل الخاصة بك؟
سواء كنت بحاجة إلى أفران لحام بالنحاس عالية الحرارة أو أدوات لحام بالقصدير دقيقة، فإن KINTEK لديها المعدات المخبرية والمواد الاستهلاكية لضمان نتائج مثالية. يمكن لخبرائنا مساعدتك في اختيار الحل المثالي لتطبيقك المحدد، سواء كنت تعمل على مكونات هيكلية أو إلكترونيات دقيقة.
اتصل بفريقنا الفني اليوم لمناقشة كيف يمكن للمعدات المخبرية المتخصصة من KINTEK أن تعزز عمليات وصل المعادن لديك وتحقق أداءً موثوقًا ومتسقًا.
دليل مرئي
المنتجات ذات الصلة
- فرن الفرن الصهري للمختبر ذو الرفع السفلي
- فرن بوتقة 1800 درجة مئوية للمختبر
- فرن الفرن الكتم 1400 درجة مئوية للمختبر
- فرن بوتقة 1700 درجة مئوية للمختبر
- فرن أنبوب كوارتز معملي بدرجة حرارة 1400 درجة مئوية مع فرن أنبوبي من الألومينا
يسأل الناس أيضًا
- ما هي مزايا وعيوب التلبيد؟ دليل للتصنيع عالي الأداء
- ما هي درجة الحرارة المطلوبة لصب المعادن؟ حقق مصبوبات مثالية مع التسخين الفائق المناسب
- ما هو المعدن الأكثر شيوعًا المستخدم في الحدادة؟ ابدأ بالفولاذ الطري لنجاح التشكيل
- ما هو الغرض من الفرن الكتمان (Muffle Furnace)؟ لضمان تسخين نقي وخالٍ من التلوث في مختبرك
- ما مدى سخونة المعدن؟ من نقاط الانصهار إلى درجات حرارة البلازما



















