بينما "الطلاء الإلكتروني" ليس مصطلحًا صناعيًا قياسيًا، فإنه يشير بالتأكيد إلى الطلاء الكهربائي (E-coating)، المعروف أيضًا بالطلاء الكهروكيميائي أو الترسيب الكهربي. هذه عملية تشطيب حيث يتم استخدام تيار كهربائي لترسيب طبقة شبيهة بالطلاء على سطح موصل من محلول مائي، مما يخلق طبقة موحدة بشكل استثنائي ومقاومة للتآكل.
المصطلح الذي صادفته يعني على الأرجح الطلاء الكهربائي (E-coating)، وهي عملية صناعية عالية الأداء تعمل مثل الطلاء الكهربائي الدقيق للدهان. تستخدم شحنة كهربائية لضمان حصول كل زاوية وشق في الجزء المعدني على طبقة واقية متساوية تمامًا.

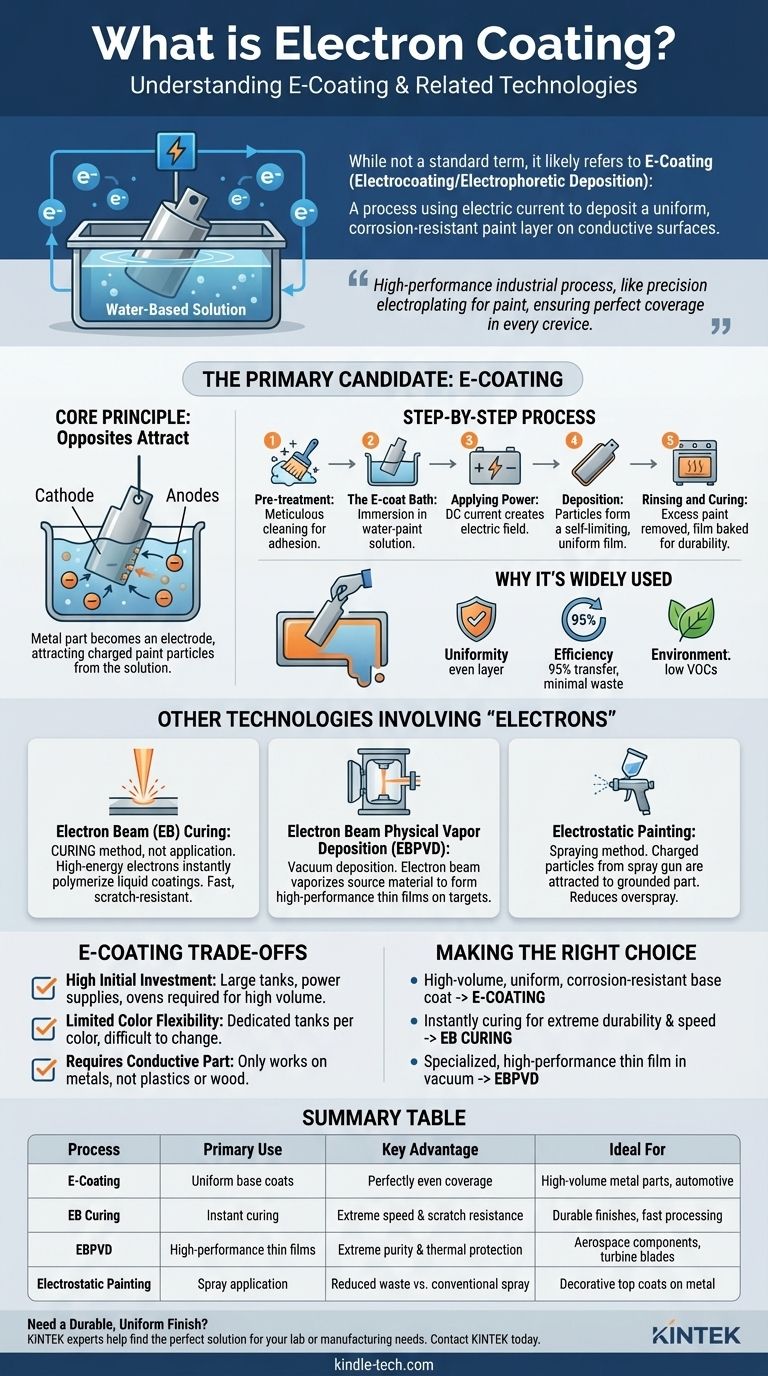
المرشح الأساسي: فهم الطلاء الكهربائي (E-Coating)
يعد الطلاء الكهربائي حجر الزاوية في التصنيع الحديث، خاصة في صناعة السيارات، لقدرته على تطبيق طبقة أساسية قوية بتناسق لا مثيل له. يُفهم على أفضل وجه كعملية غمر.
المبدأ الأساسي
في جوهره، يستخدم الطلاء الكهربائي مبدأ "الأضداد تتجاذب". يتم غمر الجزء المعدني المراد طلاؤه في حوض يحتوي على جزيئات طلاء مشحونة معلقة في الماء. يتم تطبيق جهد كهربائي، مما يحول الجزء إلى قطب كهربائي.
يتسبب هذا المجال الكهربائي في هجرة جزيئات الطلاء المشحونة عبر السائل وترسيبها على سطح الجزء.
العملية خطوة بخطوة
- المعالجة المسبقة: يجب تنظيف الجزء بدقة لإزالة أي زيوت أو صدأ أو ملوثات. هذه العملية الكيميائية متعددة المراحل حاسمة لضمان الالتصاق الصحيح.
- حوض الطلاء الكهربائي: يتم بعد ذلك غمر الجزء في حوض الطلاء الكهربي، والذي يتكون عادة من حوالي 80-90% ماء منزوع الأيونات و 10-20% مواد صلبة للطلاء.
- تطبيق الطاقة: يتم تطبيق تيار مباشر (DC). اعتمادًا على نوع الطلاء الكهربائي، يمكن أن يكون الجزء هو الأنود (أنودي) أو، الأكثر شيوعًا، الكاثود (كاثودي)، والذي يوفر مقاومة فائقة للتآكل.
- الترسيب: تنجذب جزيئات الطلاء المشحونة إلى الجزء، وتشكل طبقة ناعمة ومستمرة. تبدأ هذه الطبقة في عزل الجزء، لذلك عندما يتم طلاء منطقة ما، تزداد المقاومة الكهربائية، مما يدفع الجزيئات للبحث عن المعدن العاري غير المطلي. يضمن هذا الإجراء "ذاتي التحديد" سمكًا موحدًا تمامًا، حتى داخل الأشكال والتجاويف المعقدة.
- الشطف والمعالجة: يتم إزالة الجزء من الحوض وشطفه لإزالة أي طلاء زائد. ثم يتم خبزه في فرن، مما يعالج الطبقة لتصبح تشطيبًا صلبًا ومتينًا وناعمًا.
لماذا يستخدم على نطاق واسع
المزايا الأساسية للطلاء الكهربائي هي توحيده وكفاءته. نظرًا لأن العملية تغطي أي سطح موصل يمكنها الوصول إليه، فإنها توفر حماية شاملة من التآكل. علاوة على ذلك، فإن كفاءة النقل عالية للغاية - غالبًا ما تزيد عن 95% - مما يؤدي إلى الحد الأدنى من النفايات ويجعله خيارًا مسؤولًا بيئيًا مع انبعاثات منخفضة من المركبات العضوية المتطايرة (VOCs).
تقنيات أخرى تتضمن "الإلكترونات"
قد يكون مصطلح "الطلاء الإلكتروني" أيضًا دمجًا مع عمليات تشطيب متقدمة أخرى تلعب فيها الإلكترونات دورًا مركزيًا.
المعالجة بشعاع الإلكترون (EB)
هذه ليست طريقة تطبيق ولكنها طريقة معالجة. بعد تطبيق طبقة خاصة، يتم قصفها بشعاع إلكتروني عالي الطاقة. يوفر هذا الشعاع الطاقة اللازمة لبلمرة (معالجة) الطلاء على الفور، وتحويله من سائل إلى صلب بدون حرارة. يشتهر بسرعته المذهلة وإنتاج أسطح شديدة المقاومة للخدش.
الترسيب الفيزيائي للبخار بشعاع الإلكترون (EBPVD)
هذه تقنية ترسيب فراغي متخصصة للغاية. داخل غرفة تفريغ، يتم إطلاق شعاع إلكتروني على مادة مصدر، مثل كتلة من السيراميك أو المعدن، مما يؤدي إلى تبخيرها. ثم ينتقل هذا البخار ويتكثف على جسم مستهدف (مثل شفرة توربين محرك نفاث)، مكونًا طبقة رقيقة نقية وعالية الأداء للغاية، غالبًا للحماية الحرارية.
الطلاء الكهروستاتيكي
هذه طريقة رش شائعة، غالبًا ما يتم الخلط بينها وبين الطلاء الكهربائي. هنا، يتم إعطاء جزيئات الطلاء السائل أو المسحوق شحنة كهروستاتيكية عند خروجها من مسدس الرش. يتم تأريض الجزء المراد طلاؤه. يؤدي هذا إلى جذب كهربائي يسحب جزيئات الطلاء إلى الجزء، مما يقلل من الرش الزائد والهدر مقارنة بالرش التقليدي.
فهم المفاضلات في الطلاء الكهربائي (E-Coating)
على الرغم من قوته، فإن الطلاء الكهربائي ليس الحل المناسب لكل موقف. تكمن قيوده الأساسية في طبيعة العملية.
استثمار أولي مرتفع
تتطلب عملية الطلاء الكهربائي خزانات غمر كبيرة، وإمدادات طاقة متطورة، ومحطات معالجة مسبقة، وأفران معالجة. يمثل هذا استثمارًا رأسماليًا كبيرًا يناسب الإنتاج بكميات كبيرة.
مرونة ألوان محدودة
يتم تخصيص خزان طلاء كهربائي كامل للون واحد. يعد تغيير الألوان مهمة ضخمة وتستغرق وقتًا طويلاً ومكلفة. لهذا السبب، غالبًا ما يستخدم الطلاء الكهربائي لتطبيق الطبقات الأولية بألوان محايدة مثل الأسود أو الرمادي، والتي يتم بعد ذلك تغطيتها بطبقة علوية زخرفية.
يتطلب جزءًا موصلًا
تعتمد العملية بالكامل على الكهرباء للعمل. لذلك، لا يمكن استخدامها إلا على المواد الموصلة، مثل المعادن. لا يمكن طلاء البلاستيك أو الخشب أو المواد غير الموصلة الأخرى بالطلاء الكهربائي دون خطوات تحضير خاصة، وغالبًا ما تكون غير عملية.
اتخاذ الخيار الصحيح لهدفك
للتأكد من أنك تشير إلى التقنية الصحيحة، ضع في اعتبارك هدفك النهائي.
- إذا كان تركيزك الأساسي هو طبقة أساسية عالية الحجم، موحدة، ومقاومة للتآكل للأجزاء المعدنية: فأنت تتحدث بالتأكيد عن الطلاء الكهربائي (E-coating).
- إذا كان تركيزك الأساسي هو المعالجة الفورية للتشطيب من أجل المتانة والسرعة القصوى: فأنت تفكر على الأرجح في المعالجة بشعاع الإلكترون (EB Curing).
- إذا كان تركيزك الأساسي هو تطبيق طبقة رقيقة متخصصة وعالية الأداء في الفراغ: فإن العملية التي تبحث عنها هي الترسيب الفيزيائي للبخار بشعاع الإلكترون (EBPVD).
من خلال التمييز بين هذه العمليات، يمكنك تحديد التقنية اللازمة بدقة لتحقيق تشطيب متين وعالي الجودة لتطبيقك المحدد.
جدول الملخص:
| العملية | الاستخدام الأساسي | الميزة الرئيسية | مثالي لـ |
|---|---|---|---|
| الطلاء الكهربائي (E-Coating) | تطبيق طبقات أساسية موحدة | تغطية متساوية تمامًا، حتى في الأشكال المعقدة | الأجزاء المعدنية ذات الحجم الكبير، الطبقات الأولية للسيارات |
| المعالجة بشعاع الإلكترون (EB Curing) | المعالجة الفورية للطلاءات | سرعة قصوى ومقاومة للخدش | التشطيبات المتينة التي تتطلب معالجة سريعة |
| الترسيب الفيزيائي للبخار بشعاع الإلكترون (EBPVD) | ترسيب طبقات رقيقة عالية الأداء | نقاء فائق وحماية حرارية | مكونات الطيران، شفرات التوربينات |
| الطلاء الكهروستاتيكي | تطبيق الرش مع تقليل النفايات | كفاءة نقل محسنة مقارنة بالرش التقليدي | الطبقات العلوية الزخرفية على المنتجات المعدنية |
هل تحتاج إلى تشطيب متين وموحد لمكوناتك المعدنية؟
يعد اختيار عملية الطلاء الصحيحة أمرًا بالغ الأهمية للأداء وطول العمر. يمكن لخبراء KINTEK مساعدتك في التنقل بين هذه التقنيات المتقدمة للعثور على الحل الأمثل لاحتياجات مختبرك أو التصنيع.
نحن متخصصون في توريد معدات المختبرات عالية الجودة والمواد الاستهلاكية لدعم تطبيقات التشطيب والطلاء الخاصة بك. سواء كنت تستكشف الطلاء الكهربائي لمقاومة التآكل أو تحتاج إلى معدات لتقنيات الترسيب المتقدمة، فإن فريقنا هنا لتوفير الأدوات والخبرة المناسبة.
اتصل بـ KINTEK اليوم لمناقشة كيف يمكننا مساعدتك في تحقيق نتائج طلاء فائقة باستخدام المعدات والدعم المناسبين.
دليل مرئي
المنتجات ذات الصلة
- بوتقة وقارب تبخير بالنحاس الخالي من الأكسجين لطلاء التبخير بالحزمة الإلكترونية
- نظام ترسيب بخار كيميائي معزز بالبلازما بترددات الراديو RF PECVD
- تبخير شعاع الإلكترون طلاء الذهب التنغستن الموليبدينوم بوتقة للتبخير
- تبخير شعاع الإلكترون طلاء بوتقة التنجستن وبوتقة الموليبدينوم للتطبيقات ذات درجات الحرارة العالية
- بوتقة نيتريد البورون الموصلة بالتبخير الشعاعي الإلكتروني، بوتقة BN
يسأل الناس أيضًا
- ما هو جهد التبخير بالحزمة الإلكترونية (e-beam)؟ تحقيق ترسيب دقيق للأغشية الرقيقة
- ما هي تطبيقات حزم الإلكترونات؟ من التصوير النانوي إلى التصنيع الصناعي
- ما هو التيار في التبخير بشعاع الإلكترون؟ دليل لترسيب الأغشية الرقيقة عالية النقاء
- ما هو الوعاء الذي يحتوي على مادة المصدر المعدنية في التبخير بالشعاع الإلكتروني؟ ضمان النقاء والجودة في ترسيب الأغشية الرقيقة الخاصة بك
- ما هو استخدام التبخير بالشعاع الإلكتروني؟ الطلاء الدقيق للبصريات والفضاء والإلكترونيات
















