أفضل طريقة للمعالجة الحرارية للألمنيوم تعتمد كليًا على هدفك. لتقوية سبائك معينة قابلة للمعالجة الحرارية، فإن الطريقة الأساسية هي تقوية الترسيب. لتليين الألمنيوم لجعله أكثر قابلية للتشكيل، فإن العملية الصحيحة هي التخمير.
مفهوم وجود "أفضل" معالجة حرارية واحدة للألمنيوم هو مفهوم خاطئ. يعتمد النهج الصحيح كليًا على عاملين: السبيكة المحددة التي تستخدمها وما إذا كان هدفك هو زيادة قوتها أو تليينها للتشكيل.

التقسيم الأساسي: السبائك القابلة للمعالجة الحرارية مقابل غير القابلة للمعالجة الحرارية
قبل اختيار العملية، يجب عليك أولاً تحديد المادة الخاصة بك. على عكس الفولاذ، لا تستجيب جميع سبائك الألمنيوم للمعالجات الحرارية المقوية.
السبائك القابلة للمعالجة الحرارية
تحتوي هذه السبائك على عناصر مثل النحاس والمغنيسيوم والسيليكون والزنك التي تسمح بزيادة قوتها بشكل كبير. يتم تحديدها بواسطة سلاسل 2xxx و 6xxx و 7xxx.
السبائك غير القابلة للمعالجة الحرارية
تحقق هذه السبائك قوتها من خلال العمل البارد (تقسية الإجهاد). تستخدم المعالجة الحرارية فقط لتليينها (التخمير). يتم تحديدها بواسطة سلاسل 1xxx و 3xxx و 5xxx.
العملية الأساسية للتقوية: تقوية الترسيب
تقوية الترسيب هي عملية من ثلاث خطوات مصممة لإنشاء جزيئات مجهرية تمنح القوة داخل التركيب الحبيبي للمعدن. إنها الطريقة القياسية لتقوية سبائك السلسلة 2xxx و 6xxx و 7xxx.
الهدف: إنشاء عوائق مجهرية
تخيل الهيكل الداخلي للمعدن كسلسلة من المستويات. يحدث الضعف عندما تنزلق هذه المستويات بسهولة فوق بعضها البعض. تقوم تقوية الترسيب بتوزيع جزيئات صلبة صغيرة في جميع أنحاء الهيكل تعمل كعوائق، مما يمنع هذا الانزلاق ويجعل المادة أقوى بكثير.
الخطوة 1: المعالجة الحرارية بالمحلول (التذويب)
يتم تسخين الألمنيوم إلى درجة حرارة عالية (حوالي 500 درجة مئوية / 930 درجة فهرنهايت) ويتم الاحتفاظ به عند هذه الدرجة. يؤدي هذا إلى إذابة عناصر السبائك في محلول صلب، مثل إذابة السكر في الماء الساخن. الهدف هو إنشاء هيكل موحد ومتجانس.
الخطوة 2: التبريد السريع (Quenching)
مباشرة بعد التذويب، يتم تبريد المادة بسرعة، عادة في الماء. هذا "يجمد" عناصر السبائك المذابة في مكانها، مما يخلق محلولًا مشبعًا بشكل مفرط، مثل تجميد ماء السكر بسرعة قبل أن تتمكن بلورات السكر من التكون.
الخطوة 3: تقسية الشيخوخة (الترسيب)
هذه هي الخطوة الأخيرة حيث تتطور القوة. تبدأ عناصر السبائك المحتبسة في التكتل لتكوين تلك الجزيئات الدقيقة والحاسمة (الترسيبات).
- الشيخوخة الطبيعية (درجة T4): يحدث هذا عندما تُترك المادة في درجة حرارة الغرفة لعدة أيام. تتشكل الترسيبات ببطء، مما ينتج عنه مادة قوية بشكل معتدل ولكنها متينة للغاية.
- الشيخوخة الاصطناعية (درجة T6): يتم تسريع هذه العملية عن طريق تسخين المادة إلى درجة حرارة منخفضة (على سبيل المثال، 120-190 درجة مئوية / 250-375 درجة فهرنهايت) لعدة ساعات. يؤدي هذا إلى كثافة أعلى من الترسيبات، مما ينتج عنه أقصى قدر من الصلابة والقوة.
العملية الأساسية للتليين: التخمير
يستخدم التخمير على جميع سبائك الألمنيوم، ولكن لأسباب مختلفة تمامًا. بالنسبة للسبائك غير القابلة للمعالجة الحرارية، فهي العملية الحرارية الوحيدة المستخدمة.
الهدف: استعادة الليونة والقابلية للتشكيل
عندما يتم ثني الألمنيوم أو لفه أو ختمه (معالجته بالبرودة)، يصبح هيكله الداخلي مجهدًا وهشًا. يخفف التخمير هذا الإجهاد ويجعل المعدن ناعمًا وقابلًا للطرق مرة أخرى، جاهزًا لمزيد من التشكيل.
كيف يعمل: إعادة التبلور
تتضمن العملية تسخين الألمنيوم إلى درجة حرارة محددة وتركه يبرد ببطء. يسمح هذا بتكوين حبيبات جديدة خالية من الإجهاد داخل المعدن، مما يعيد خصائصه بفعالية إلى حالة ناعمة وقابلة للتشغيل.
فهم المفاضلات
يعد اختيار المعالجة الحرارية قرارًا هندسيًا يتضمن الموازنة بين الخصائص المتنافسة.
القوة مقابل الليونة
هذه هي المفاضلة الأساسية. يكون الألمنيوم ذو درجة T6 المتصلب بالكامل قويًا جدًا ولكنه سيتشقق إذا تم ثنيه. تكون المادة المخمّرة (درجة O) ضعيفة ولكن يمكن تشكيلها بسهولة في أشكال معقدة.
مقاومة التآكل
يمكن أن تؤثر حالة المعالجة الحرارية على كيفية مقاومة السبيكة للتآكل. في بعض البيئات، قد يكون الألمنيوم ذو درجة T6 أكثر عرضة للتشقق الناتج عن التآكل الإجهادي من درجة T4 أو الحالة المخمّرة.
الاستقرار الأبعاد
يمكن أن يؤدي التبريد السريع أثناء التبريد السريع إلى إدخال إجهادات داخلية في الجزء، مما قد يتسبب في تشوهه. قد تتطلب الأجزاء المعقدة أو عالية الدقة خطوات لاحقة لتخفيف الإجهاد.
اتخاذ الخيار الصحيح لتطبيقك
يحدد هدفك العملية. حدد نتيجتك المرجوة أولاً، ثم اختر الطريقة المناسبة.
- إذا كان تركيزك الأساسي هو أقصى قدر من القوة والصلابة: تقوية الترسيب إلى درجة T6 هي المعيار الصناعي للسبائك القابلة للمعالجة الحرارية.
- إذا كان تركيزك الأساسي هو القابلية للتشكيل والليونة: التخمير (درجة O) هو العملية الصحيحة لتليين المادة، مما يسهل ثنيها أو ختمها أو سحبها.
- إذا كان تركيزك الأساسي هو الموازنة بين القوة ومتانة الكسر: فكر في درجة T4 (الشيخوخة الطبيعية)، والتي غالبًا ما توفر متانة أفضل من درجة T6 المعالجة بالشيخوخة الكاملة.
إن فهم هذه العمليات الأساسية يمكّنك من اختيار معالجة حرارية تصمم بدقة خصائص المواد التي يتطلبها مشروعك.
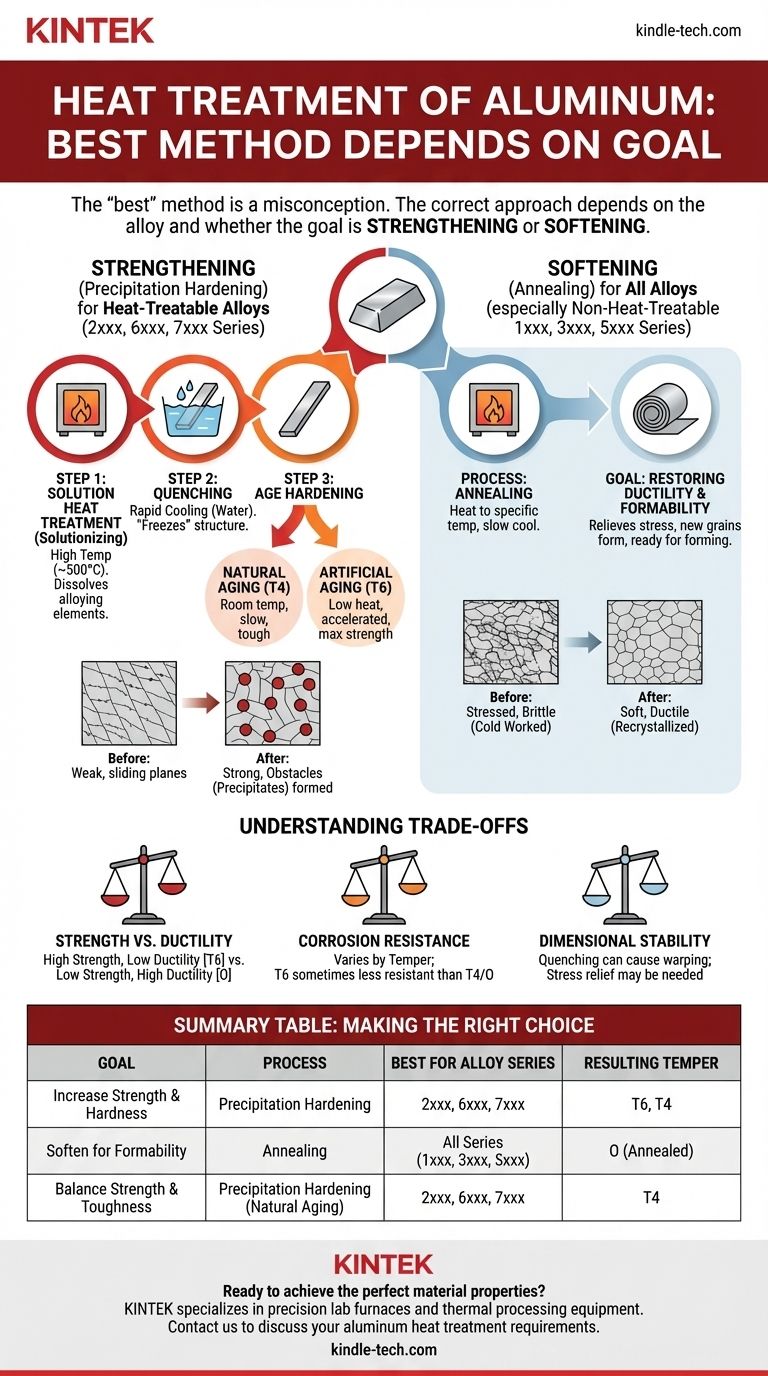
جدول الملخص:
| الهدف | العملية | الأفضل لسلسلة السبائك | الدرجة الناتجة |
|---|---|---|---|
| زيادة القوة والصلابة | تقوية الترسيب (معالجة المحلول + تبريد سريع + شيخوخة) | 2xxx، 6xxx، 7xxx | T6 (معالج بالشيخوخة الاصطناعية)، T4 (معالج بالشيخوخة الطبيعية) |
| التليين من أجل التشكيل | التخمير | جميع السلاسل (1xxx، 3xxx، 5xxx، إلخ) | O (مخمّر) |
| الموازنة بين القوة والمتانة | تقوية الترسيب (الشيخوخة الطبيعية) | 2xxx، 6xxx، 7xxx | T4 (معالج بالشيخوخة الطبيعية) |
هل أنت مستعد لتحقيق خصائص المواد المثالية لمكونات الألمنيوم الخاصة بك؟
المعالجة الحرارية الصحيحة ضرورية لنجاح مشروعك. تتخصص KINTEK في أفران المختبرات الدقيقة ومعدات المعالجة الحرارية، مما يساعدك على تنفيذ دورات تقوية الترسيب أو التخمير المثالية لسبائك الألمنيوم الخاصة بك.
نحن نوفر الحرارة الموثوقة والمتسقة التي تحتاجها لتطوير أقصى قوة، أو تحسين قابلية التشكيل، أو تحسين المتانة. دع خبرتنا في حلول التسخين المخبري تدعم البحث والتطوير ومراقبة الجودة لديك.
اتصل بـ KINTEK اليوم لمناقشة متطلبات المعالجة الحرارية للألمنيوم لديك والعثور على الفرن المثالي لمختبرك.
دليل مرئي
المنتجات ذات الصلة
- أنبوب فرن الألومينا عالي الحرارة (Al2O3) للسيراميك الدقيق الهندسي المتقدم
- فرن أنبوبي مختبري بدرجة حرارة عالية 1400 درجة مئوية مع أنبوب ألومينا
- فرن أنبوبي مختبري بدرجة حرارة عالية 1700 درجة مئوية مع أنبوب ألومينا
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- فرن معالجة حرارية بالفراغ من الموليبدينوم
يسأل الناس أيضًا
- كيف تنظف فرن أنبوب الألومينا؟ إطالة عمر الأنبوب بالصيانة المناسبة
- ما هي عملية تصنيع أنابيب الألومينا؟ من المسحوق إلى السيراميك عالي الأداء
- ما هي الوظيفة الأساسية لأنبوب الألومينا (Al2O3) في تلبيد LLZTO؟ تحسين معالجتك الحرارية
- ما هو دور أنبوب الفرن عالي الألومينا في اختزال خبث النيكل عند درجات الحرارة العالية؟ ضمان الدقة عند درجة حرارة 1400 درجة مئوية
- ما هي المواد المستخدمة في الأفران ذات درجة الحرارة العالية؟ اختيار السيراميك المناسب للحرارة الشديدة



















