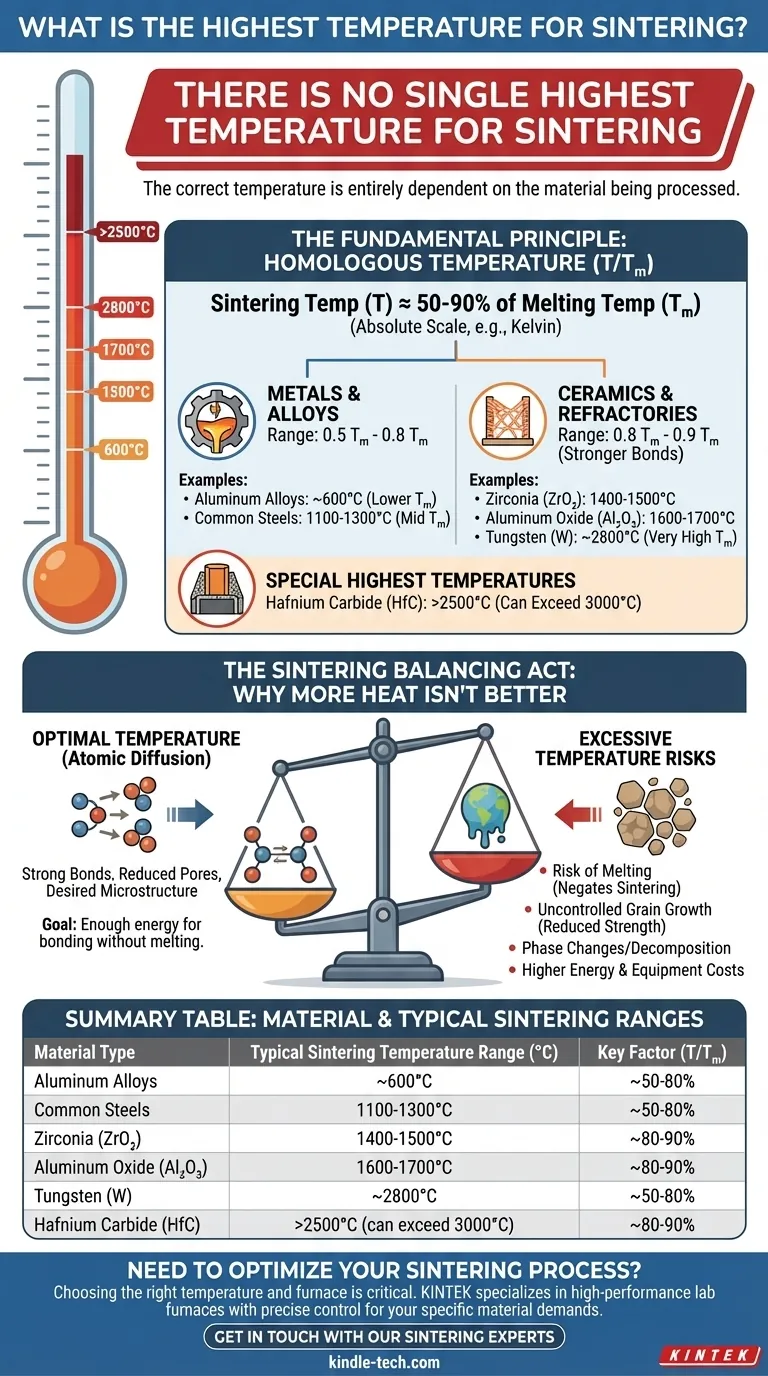
لا توجد درجة حرارة قصوى واحدة للتلبيد، حيث تعتمد درجة الحرارة الصحيحة بشكل كامل على المادة التي تتم معالجتها. التلبيد هو عملية انتشار ذري تحدث تحت نقطة انصهار المادة، لذا فإن "أعلى" درجة حرارة تلبيد ممكنة لمعدن حراري مثل التنجستن (حوالي 2800 درجة مئوية) ستكون مختلفة تمامًا عن تلك الخاصة بسبيكة الألومنيوم (حوالي 600 درجة مئوية).
الخلاصة الحاسمة هي أن درجة حرارة التلبيد ليست قيمة مطلقة بل نسبية، وعادة ما تتراوح بين 50% و 90% من درجة حرارة الانصهار المطلقة للمادة. الهدف هو توفير طاقة حرارية كافية لتمكين الذرات من الترابط عبر حدود الجسيمات دون التسبب في انصهار المادة أو تدهور بنيتها المجهرية.

المبدأ الأساسي لدرجة حرارة التلبيد
لفهم سبب عدم وجود درجة حرارة عالمية، يجب عليك أولاً فهم الآلية الأساسية للتلبيد. لا تعتمد العملية على الانصهار ولكن على الانتشار في الحالة الصلبة.
تنشيط الانتشار الذري
توفر الحرارة الطاقة الحركية التي تسمح للذرات على أسطح جزيئات المسحوق بالتحرك. هذا التحرك، أو الانتشار، يمكّن الذرات من الهجرة عبر الحدود بين الجزيئات، مكونة روابط معدنية أو خزفية قوية وتزيل تدريجياً المسام بينها.
قاعدة "درجة الحرارة المتجانسة"
إرشادات موثوقة لتقدير درجة حرارة التلبيد هي مفهوم درجة الحرارة المتجانسة (T/Tₘ)، حيث T هي درجة حرارة التلبيد و Tₘ هي درجة حرارة الانصهار، وكلاهما يعبر عنه بمقياس مطلق مثل كلفن.
بالنسبة لمعظم المعادن، يحدث التلبيد الفعال بين 0.5 Tₘ و 0.8 Tₘ.
بالنسبة للسيراميك، الذي يتمتع بروابط ذرية أقوى ومعدلات انتشار أبطأ، يكون النطاق عادة أعلى، وغالبًا ما يتراوح بين 0.8 Tₘ و 0.9 Tₘ.
درجات حرارة التلبيد للمواد الشائعة
تؤدي الاختلافات الهائلة في نقاط الانصهار إلى نطاق واسع بنفس القدر من درجات حرارة التلبيد.
المعادن والسبائك
يتم تلبيد الفولاذ الشائع حوالي 1100-1300 درجة مئوية (2012-2372 درجة فهرنهايت). في المقابل، يتطلب التنجستن، بنقطة انصهاره العالية للغاية البالغة 3422 درجة مئوية، درجات حرارة تلبيد تقترب من 2800 درجة مئوية (5072 درجة فهرنهايت)، مما يدفع حدود تكنولوجيا الأفران.
السيراميك عالي الأداء
يتطلب السيراميك التقني درجات حرارة عالية جدًا لتحقيق الكثافة الكاملة. يتم تلبيد أكسيد الألومنيوم (Al₂O₃)، وهو سيراميك شائع الاستخدام، عادة بين 1600-1700 درجة مئوية (2912-3092 درجة فهرنهايت). غالبًا ما تتم معالجة الزركونيا (ZrO₂) في نطاق أقل قليلاً يتراوح بين 1400-1500 درجة مئوية (2552-2732 درجة فهرنهايت).
أعلى درجات الحرارة: الكربيدات الحرارية
أعلى درجات حرارة التلبيد على الإطلاق مخصصة للسيراميك ذو درجة الحرارة العالية جدًا (UHTCs) والمركبات الحرارية. المواد مثل كربيد الهافنيوم (HfC)، بنقطة انصهار تقترب من 3900 درجة مئوية، قد تتطلب درجات حرارة تلبيد أعلى بكثير من 2500 درجة مئوية وأحيانًا تتجاوز 3000 درجة مئوية باستخدام تقنيات متخصصة مثل التلبيد بالبلازما الشرارية.
فهم المقايضات: لماذا المزيد من الحرارة ليس أفضل
مجرد زيادة درجة الحرارة هي استراتيجية خاطئة غالبًا ما تؤدي إلى نتائج رديئة. العملية هي توازن دقيق.
خطر الانصهار
الخطر الأكثر وضوحًا هو تجاوز درجة حرارة التصلب للمادة. هذا يسبب انصهارًا جزئيًا أو كليًا، مما يلغي الغرض من التلبيد. سيكون المكون الناتج مصبوبًا، وليس ملبدًا، ويمتلك بنية مجهرية مختلفة تمامًا وغير متحكم فيها.
نمو الحبوب غير المتحكم فيه
حتى تحت نقطة الانصهار، تؤدي درجة الحرارة الزائدة (أو وقت الاحتفاظ) إلى تعزيز نمو الحبوب. عندما تندمج الحبوب الصغيرة في حبوب أكبر، غالبًا ما تنخفض الخصائص الميكانيكية للمادة، خاصة القوة والصلابة، بشكل كبير.
تغيرات الطور والتحلل
بالنسبة لبعض السبائك أو المركبات المعقدة، يمكن أن تؤدي درجات الحرارة العالية إلى تحولات طورية غير مرغوب فيها. في حالات أخرى، قد تتحلل المادة أو تتفاعل مع جو الفرن قبل أن تصل إلى نقطة انصهارها.
التكاليف العملية والاقتصادية
تتطلب درجات الحرارة العالية أنظمة أفران أكثر تطوراً وتكلفة مع عناصر تسخين وعزل متخصصين. يزداد استهلاك الطاقة وتكاليف الصيانة بشكل كبير، مما يجعل العملية غير مجدية اقتصاديًا إذا لم تكن ضرورية للغاية.
اتخاذ القرار الصحيح لهدفك
درجة حرارة التلبيد المثلى هي دائمًا دالة لمادتك المحددة والنتيجة المرجوة.
- إذا كان تركيزك الأساسي هو تحقيق أقصى كثافة: فمن المرجح أن تعمل في الطرف الأعلى من نطاق التلبيد الموصى به للمادة، ولكن يجب عليك التحكم بعناية في الوقت عند درجة الحرارة لمنع نمو الحبوب المفرط.
- إذا كان تركيزك الأساسي هو الحفاظ على بنية مجهرية دقيقة لخصائص ميكانيكية فائقة: يمكنك استخدام درجة حرارة أقل لفترة أطول أو استخدام تقنيات بمساعدة الضغط (مثل الضغط المتوازن الساخن) لتعزيز الانتشار دون حرارة مفرطة.
- إذا كان تركيزك الأساسي هو الإنتاج الفعال من حيث التكلفة: يجب أن تجد أقل درجة حرارة ممكنة لا تزال تحقق الحد الأدنى من الكثافة المطلوبة ومواصفات الأداء لتطبيقك.
في النهاية، تحديد درجة حرارة التلبيد الصحيحة هو توازن دقيق بين تعزيز الانتشار الذري ومنع التلف الهيكلي الدقيق.
جدول الملخص:
| نوع المادة | نطاق درجة حرارة التلبيد النموذجي (°م) | العامل الرئيسي |
|---|---|---|
| سبائك الألومنيوم | ~600 درجة مئوية | ~50-80% من نقطة الانصهار (T/Tₘ) |
| الفولاذ الشائع | 1100-1300 درجة مئوية | ~50-80% من نقطة الانصهار (T/Tₘ) |
| الزركونيا (ZrO₂) | 1400-1500 درجة مئوية | ~80-90% من نقطة الانصهار (T/Tₘ) |
| أكسيد الألومنيوم (Al₂O₃) | 1600-1700 درجة مئوية | ~80-90% من نقطة الانصهار (T/Tₘ) |
| التنجستن (W) | ~2800 درجة مئوية | ~50-80% من نقطة الانصهار (T/Tₘ) |
| كربيد الهافنيوم (HfC) | >2500 درجة مئوية (يمكن أن تتجاوز 3000 درجة مئوية) | ~80-90% من نقطة الانصهار (T/Tₘ) |
هل تحتاج إلى تحسين عملية التلبيد الخاصة بك؟
يعد اختيار درجة حرارة التلبيد الصحيحة توازنًا دقيقًا بين تعزيز الانتشار الذري ومنع التلف الهيكلي الدقيق. الفرن الذي تستخدمه لا يقل أهمية عن درجة الحرارة التي تحددها.
تتخصص KINTEK في أفران ومعدات المختبرات عالية الأداء المصممة لتلبية المتطلبات الدقيقة لتطبيقات التلبيد الخاصة بك، سواء كنت تعمل مع الفولاذ الشائع أو السيراميك ذو درجة الحرارة العالية جدًا. توفر حلولنا التحكم الدقيق في درجة الحرارة والتسخين الموحد اللازمين لتحقيق الكثافة المثلى والبنية المجهرية لموادك المحددة.
اتصل بنا اليوم لمناقشة كيف يمكن لخبرتنا ومعداتنا مساعدتك في تحقيق نتائج تلبيد فائقة. دعنا نجد الحل الحراري الأمثل لاحتياجات مختبرك.
دليل مرئي
المنتجات ذات الصلة
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن معالجة حرارية بالفراغ من الجرافيت بدرجة حرارة 2200 درجة مئوية
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
يسأل الناس أيضًا
- ما هو فرن التلبيد الفراغي؟ إطلاق العنان للنقاء والأداء في المواد المتقدمة
- كيف تؤثر بيئة التفريغ على تلبيد المركبات الماسية والنحاسية؟ الحماية من التلف الحراري
- كيف يساهم فرن التلبيد الفراغي عالي الحرارة في تكوين مواد Fe-Cr-Al المسامية؟
- لماذا يجب معالجة الأجسام الخضراء المنتجة عن طريق نفث المادة الرابطة في فرن تلبيد فراغي؟
- كيف تفيد بيئة الفراغ في تنقية مساحيق المصفوفة؟ تحسين كفاءة تلبيد أدوات الألماس



















