بالنسبة لمعظم التطبيقات الشائعة، يتم لحام الألومنيوم بالنحاس بين 577 درجة مئوية و 607 درجة مئوية (1070 درجة فهرنهايت و 1125 درجة فهرنهايت). هذا ليس رقمًا واحدًا ثابتًا ولكنه نطاق عمل دقيق. يتم تحديد درجة الحرارة الدقيقة بواسطة سبيكة الحشو المحددة المستخدمة، ويجب أن تكون عالية بما يكفي لصهر هذا الحشو ولكن بأمان أقل من نقطة انصهار أجزاء الألومنيوم التي تقوم بتوصيلها.
نجاح لحام الألومنيوم بالنحاس لا يتعلق بالوصول إلى رقم سحري واحد بقدر ما يتعلق بإدارة نافذة درجة حرارة ضيقة للغاية. الهدف هو صهر سبيكة الحشو بحيث يمكنها التدفق إلى المفصل دون صهر المعدن الأساسي عن طريق الخطأ - وهو فرق قد يكون صغيرًا يصل إلى 10 درجات مئوية (20 درجة فهرنهايت).
المبدأ الأساسي: الحشو مقابل المعدن الأساسي
للحام الألومنيوم بالنحاس بشكل صحيح، يجب أن تفهم العلاقة بين معدن الحشو الذي يشكل المفصل والمعدن الأساسي للأجزاء نفسها.
دور سبيكة الحشو
تُملى درجة حرارة اللحام بالنحاس بالكامل بواسطة سبيكة الحشو (تسمى أيضًا قضيب أو سلك اللحام بالنحاس). لكل سبيكة درجة حرارة سيولة، وهي النقطة التي تصبح عندها سائلة بالكامل.
القاعدة الأساسية هي تسخين التجميع إلى ما لا يقل عن 25 درجة مئوية (50 درجة فهرنهايت) فوق درجة حرارة سيولة سبيكة الحشو. وهذا يضمن تدفق الحشو بسهولة إلى المفصل من خلال الخاصية الشعرية.
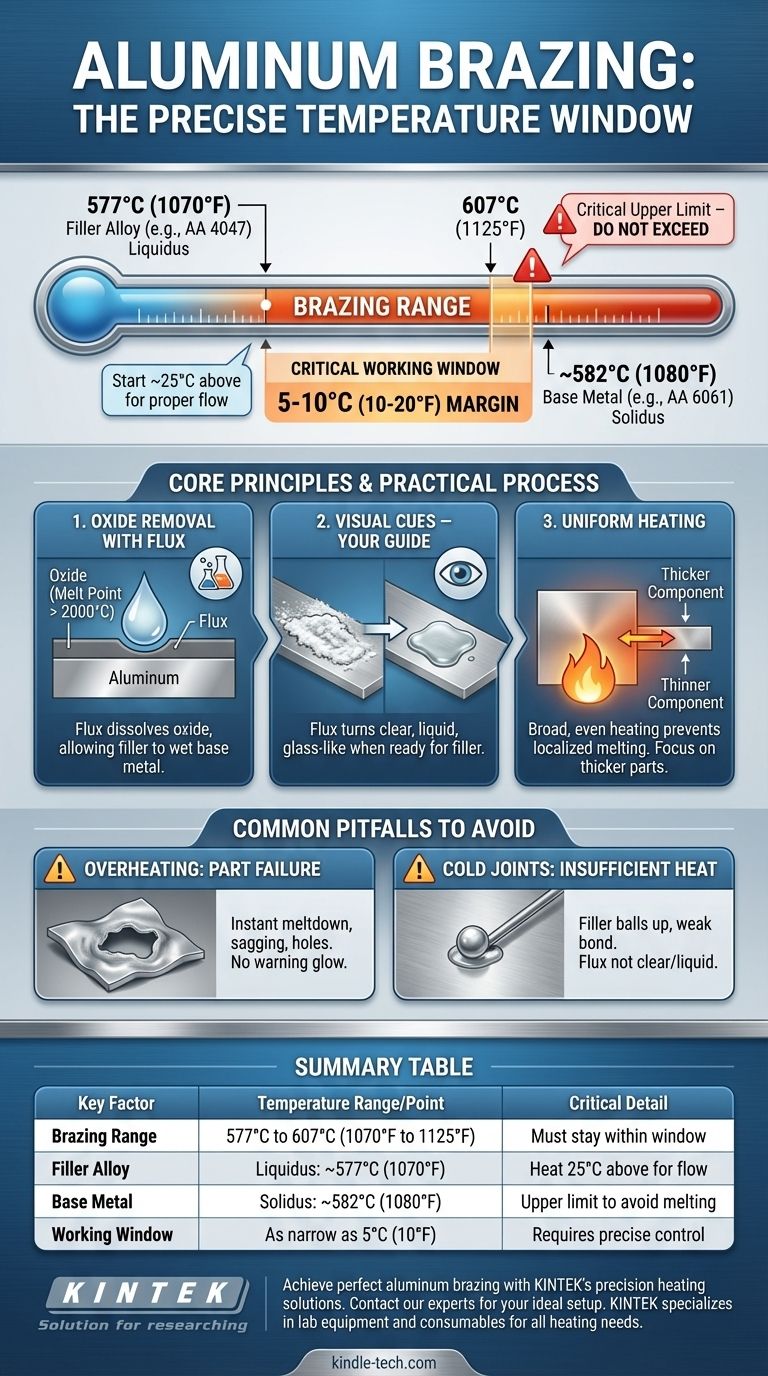
الحشو الشائع جدًا للألومنيوم هو AA 4047 (سبيكة ألومنيوم-سيليكون)، والتي تبلغ درجة سيولتها حوالي 577 درجة مئوية (1070 درجة فهرنهايت). لهذا السبب يبدأ الطرف الأدنى من نطاق اللحام بالنحاس غالبًا هنا.
قيود المعدن الأساسي
يتم تحديد الحد الأعلى لنافذة درجة الحرارة الخاصة بك بواسطة نقطة انصهار الألومنيوم الأساسي الذي تقوم بتوصيله. يجب أن تظل بأمان أقل من درجة الحرارة هذه لتجنب الفشل الكارثي.
على سبيل المثال، تبدأ سبيكة هيكلية شائعة مثل AA 6061 في الذوبان (درجة حرارة تصلبها) حوالي 582 درجة مئوية (1080 درجة فهرنهايت).
نافذة درجة الحرارة الحرجة
عند مقارنة الأرقام، يصبح التحدي واضحًا.
يجب أن تكون درجة الحرارة أعلى من درجة سيولة الحشو (~577 درجة مئوية) ولكن أبرد من درجة تصلب المعدن الأساسي (~582 درجة مئوية). وهذا يمنحك نافذة عمل لا تتجاوز بضع درجات. هذا الهامش الضيق للغاية هو العامل الأكثر أهمية في لحام الألومنيوم بالنحاس.
فهم العملية العملية
تحقيق درجة الحرارة الصحيحة هو جزء فقط من الحل. العملية نفسها تتطلب خطوات حاسمة للنجاح.
إزالة طبقة الأكسيد باستخدام التدفق
يشكل الألومنيوم على الفور طبقة صلبة وشفافة من أكسيد الألومنيوم. تبلغ نقطة انصهار هذا الأكسيد أكثر من 2000 درجة مئوية (3600 درجة فهرنهايت) وسوف يمنع معدن الحشو من الالتصاق بالألومنيوم تحته.
يجب إزالة هذه الطبقة باستخدام التدفق (flux). تدفقات اللحام بالنحاس للألومنيوم هي مركبات كيميائية تصبح نشطة عند درجات حرارة اللحام بالنحاس، وتذيب طبقة الأكسيد بقوة وتسمح للحشو المنصهر بتبليل المعدن الأساسي.
المؤشرات البصرية هي أفضل دليل لك
يمكن أن تكون موازين الحرارة وأقلام تحديد درجة الحرارة مفيدة، ولكن المؤشر الأكثر موثوقية هو التدفق نفسه. عندما يصل التجميع إلى درجة حرارة اللحام بالنحاس الصحيحة، يتحول التدفق الأبيض المتصلب إلى طبقة سائلة شفافة تشبه الزجاج.
رؤية هذا "التبليل" للتدفق هي الإشارة إلى أن الجزء جاهز لقبول معدن الحشو.
أهمية التسخين الموحد
نظرًا لأن نافذة درجة الحرارة ضيقة جدًا، فإن التسخين غير المتساوي هو السبب الرئيسي للفشل. إذا قمت بتسخين نقطة واحدة بسرعة كبيرة جدًا، فإن تلك المنطقة ستذوب قبل أن يصبح باقي المفصل ساخنًا بما يكفي لقبول الحشو.
قم دائمًا بتسخين التجميع بشكل واسع ومتساوٍ. إذا كنت تقوم بتوصيل أجزاء ذات سمك مختلف، ركز الحرارة على المكون الأكثر سمكًا واسمح له بتوصيل الحرارة إلى المكون الأرق.
المزالق الشائعة التي يجب تجنبها
فهم المخاطر هو المفتاح لمنعها. لحام الألومنيوم بالنحاس لا يغفر الأخطاء.
المأزق: ارتفاع درجة الحرارة وفشل الجزء
هذا هو الفشل الأكثر شيوعًا ودراماتيكية. حتى بضع ثوانٍ من الحرارة الزائدة يمكن أن تسبب تكون ثقب أو انهيار الجزء بأكمله. لا يعطي الألومنيوم أي تحذير مرئي تقريبًا (مثل التوهج الأحمر) قبل أن يذوب.
المأزق: حرارة غير كافية ووصلات "باردة"
إذا لم يكن المعدن الأساسي ساخنًا بدرجة كافية، فلن تتدفق سبيكة الحشو عن طريق الخاصية الشعرية. ستتجمع على السطح، مما يخلق رابطة ضعيفة ومتكتلة بدون سلامة هيكلية. يحدث هذا غالبًا بسبب تطبيق قضيب الحشو قبل أن يصبح التدفق شفافًا وسائلاً.
المأزق: تطبيق التدفق غير الصحيح
استخدام القليل جدًا من التدفق سيؤدي إلى تنظيف غير كامل لطبقة الأكسيد، مما يتسبب في فراغات ونقاط ضعف في المفصل. معظم تدفقات لحام الألومنيوم بالنحاس أكالة، لذا من الضروري تنظيف الجزء جيدًا بالماء الساخن وفرشاة بعد اللحام بالنحاس لمنع التآكل المستقبلي.
اتخاذ القرار الصحيح لهدفك
يجب أن يسترشد نهجك بتطبيقك المحدد ومستوى خبرتك.
- إذا كان تركيزك الأساسي هو تعلم العملية: تدرب على قطع الخردة من نفس سبيكة الألومنيوم. استخدم قضيب لحام بالنحاس مسبق التدفق لتبسيط العملية والتركيز على ملاحظة اللحظة التي يصبح فيها التدفق شفافًا ويبدأ الحشو في التدفق.
- إذا كان تركيزك الأساسي هو توصيل سمك مختلف: ركز مصدر الحرارة على القطعة الأكثر سمكًا. الهدف هو أن تصل منطقة المفصل بأكملها إلى درجة حرارة اللحام بالنحاس في نفس اللحظة.
- إذا كان تركيزك الأساسي هو أقصى قوة للمفصل: تأكد من أن أجزائك نظيفة تمامًا قبل تطبيق التدفق. يسمح المفصل النظيف والمناسب جيدًا للخاصية الشعرية بالعمل بفعالية، وسحب الحشو عميقًا في المفصل للحصول على رابطة كاملة.
في النهاية، لحام الألومنيوم بالنحاس الناجح هو مهارة إدارة الحرارة، حيث تتعلم الثقة في المؤشرات البصرية للتدفق أكثر من قراءة درجة الحرارة.
جدول الملخص:
| العامل الرئيسي | نطاق/نقطة درجة الحرارة | تفاصيل حرجة |
|---|---|---|
| نطاق اللحام بالنحاس | 577 درجة مئوية إلى 607 درجة مئوية (1070 درجة فهرنهايت إلى 1125 درجة فهرنهايت) | يجب البقاء ضمن هذا النطاق |
| سبيكة الحشو (مثل AA 4047) | درجة السيولة: ~577 درجة مئوية (1070 درجة فهرنهايت) | سخن إلى 25 درجة مئوية فوق لتدفق مناسب |
| المعدن الأساسي (مثل AA 6061) | درجة التصلب: ~582 درجة مئوية (1080 درجة فهرنهايت) | الحد الأعلى الحرج لتجنب الانصهار |
| نافذة العمل | ضيقة تصل إلى 5 درجات مئوية (10 درجات فهرنهايت) | تتطلب تحكمًا دقيقًا في درجة الحرارة |
حقق نتائج لحام ألومنيوم بالنحاس مثالية مع حلول التسخين الدقيقة من KINTEK. سواء كنت تعمل في البحث والتطوير أو التصنيع أو الإصلاح، فإن أفراننا المختبرية ومعدات التحكم في درجة الحرارة توفر الحرارة الموحدة والدقة اللازمة لإتقان هذه العملية الدقيقة. لا تدع نافذة درجة الحرارة الضيقة تؤثر على وصلاتك - اتصل بخبرائنا اليوم للعثور على إعداد اللحام بالنحاس المثالي لسبائك الألومنيوم ومتطلبات تطبيقك المحددة. تتخصص KINTEK في معدات ومستهلكات المختبرات، وتلبي جميع احتياجات التسخين المختبرية الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- أنبوب فرن الألومينا عالي الحرارة (Al2O3) للسيراميك الدقيق الهندسي المتقدم
- بوتقة سيراميك الألومينا المتقدمة عالية النقاوة Al2O3 للفرن الكهربائي المختبري
- فرن أنبوبي مختبري بدرجة حرارة عالية 1400 درجة مئوية مع أنبوب ألومينا
- فرن أنبوبي مختبري بدرجة حرارة عالية 1700 درجة مئوية مع أنبوب ألومينا
يسأل الناس أيضًا
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية



















