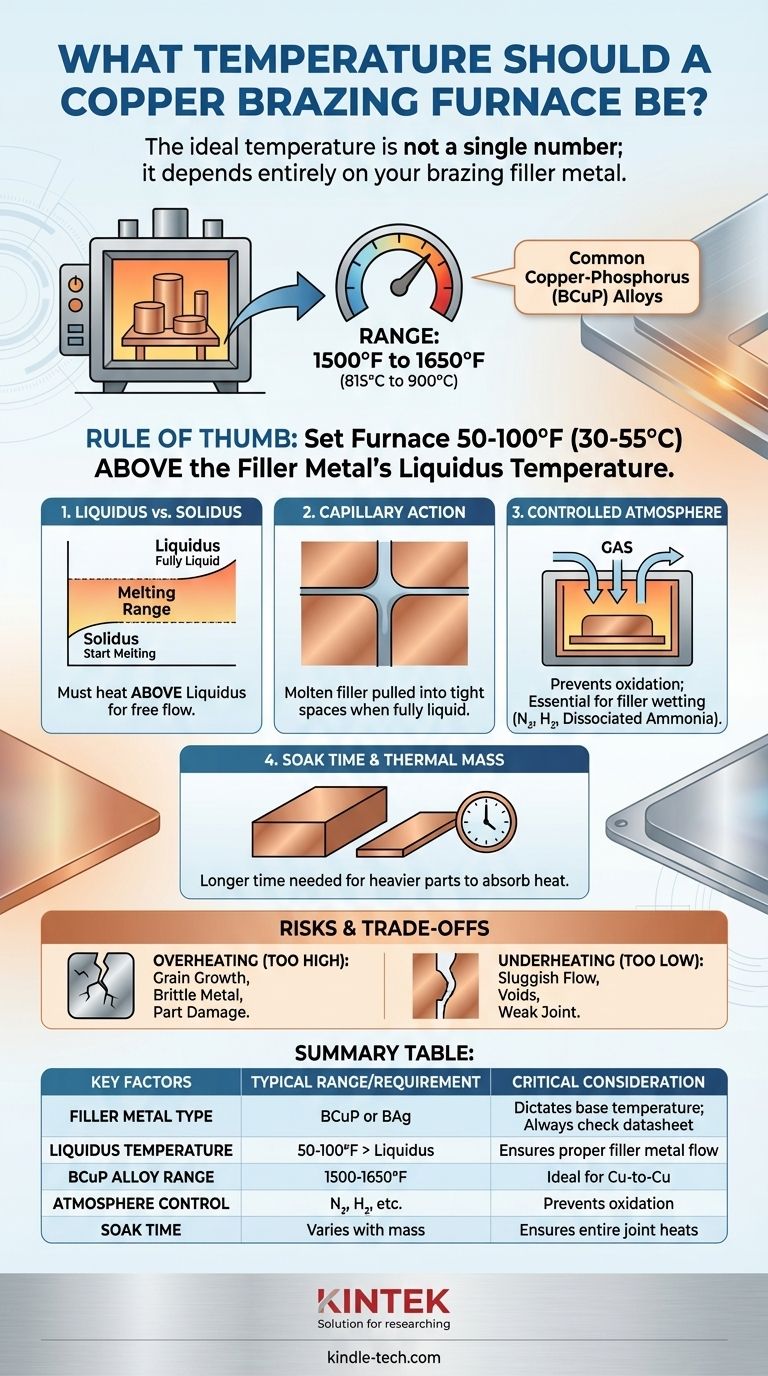
درجة الحرارة المثالية لفرن لحام النحاس ليست رقمًا واحدًا؛ بل يتم تحديدها بالكامل بواسطة معدن الحشو (السبيكة) المحدد الذي تستخدمه. يجب ضبط الفرن على درجة حرارة أعلى بأمان من درجة حرارة السيولة (السائلة بالكامل) لمعدن الحشو، ولكن أقل بكثير من نقطة انصهار المعدن الأساسي النحاسي. بالنسبة لسبائك النحاس والفوسفور الشائعة، يقع هذا عادةً في نطاق من 1500 درجة فهرنهايت إلى 1650 درجة فهرنهايت (815 درجة مئوية إلى 900 درجة مئوية).
المبدأ الأساسي للحام هو صهر معدن الحشو، وليس الأجزاء التي يتم ربطها. لذلك، يجب عليك دائمًا الرجوع إلى ورقة البيانات الفنية لسبيكة اللحام الخاصة بك وضبط درجة حرارة الفرن 50-100 درجة فهرنهايت (30-55 درجة مئوية) فوق درجة حرارة السيولة المذكورة لضمان التدفق السليم.
لماذا يحدد معدن الحشو درجة الحرارة
يعتمد اللحام الناجح على أن يصبح معدن الحشو سائلًا بالكامل حتى يمكن سحبه إلى الوصلة عن طريق الفعل الشعري. خصائص معدن الحشو هذا، وليس النحاس نفسه، هي العامل المتحكم في إعدادات الفرن الخاص بك.
فهم نقطة السيولة مقابل نقطة التصلب
لكل سبيكة لحام نطاق انصهار محدد بدرجتي حرارة. نقطة التصلب هي درجة الحرارة التي تبدأ عندها السبيكة في الانصهار، ونقطة السيولة هي درجة الحرارة التي تصبح عندها سائلة بالكامل.
لكي يتدفق معدن الحشو بحرية ويخلق رابطة قوية، يجب تسخين منطقة الوصلة بأكملها فوق درجة حرارة السيولة.
دور الفعل الشعري
الفعل الشعري هو القوة التي تسحب معدن الحشو المنصهر إلى الفراغ الضيق بين جزئي النحاس. هذه الظاهرة تعمل بفعالية فقط عندما يكون الحشو سائلًا بالكامل ومائعًا.
إذا كانت درجة حرارة الفرن منخفضة جدًا (أقل من نقطة السيولة)، فسيكون الحشو بطيئًا وسميكًا، مما يمنعه من ملء الوصلة بالكامل ويؤدي إلى اتصال ضعيف مع فراغات.
سبائك لحام النحاس الشائعة
تختلف السبائك المختلفة في درجات حرارة السيولة. بالنسبة لوصلات النحاس إلى النحاس، تعتبر سبائك BCuP (النحاس والفوسفور) شائعة للغاية لأن الفوسفور يعمل كعامل صهر، مما يلغي الحاجة إلى مادة صهر منفصلة.
لربط النحاس بمعادن أخرى مثل الفولاذ أو النحاس الأصفر، تُستخدم سبائك BAg (القائمة على الفضة)، وستختلف متطلبات درجة حرارتها بشكل كبير. تحقق دائمًا من مواصفات السبيكة.
ضبط الفرن: أكثر من مجرد رقم
تحقيق درجة الحرارة الصحيحة هو جزء فقط من العملية. لنجاح لحام الفرن، هناك عدة عوامل أخرى حاسمة للتحكم فيها.
أهمية الغلاف الجوي المتحكم فيه
تسخين النحاس إلى درجات حرارة اللحام في الهواء الطلق سيسبب أكسدة سطحية شديدة. تمنع طبقة الأكسيد هذه معدن الحشو من "ترطيب" أسطح النحاس، مما يجعل الرابطة مستحيلة.
يجب أن يتم لحام الفرن في جو وقائي (مثل النيتروجين أو الهيدروجين أو الأمونيا المتفككة) لإزاحة الأكسجين والحفاظ على الأجزاء نظيفة طوال دورة التسخين والتبريد.
وقت النقع والكتلة الحرارية
تعرض شاشة درجة حرارة الفرن درجة حرارة الهواء، وليس الأجزاء. تحتاج الأجزاء نفسها، خاصة إذا كانت سميكة أو ثقيلة، إلى وقت لامتصاص الحرارة.
تسمى هذه الفترة وقت النقع - وهي المدة التي تُحتفظ فيها الأجزاء عند درجة حرارة اللحام. يلزم وقت نقع أطول للأجزاء ذات الكتلة الحرارية الأكبر لضمان وصول منطقة الوصلة إلى درجة الحرارة اللازمة لتدفق معدن الحشو.
فهم المخاطر والمقايضات
سيؤدي ضبط درجة حرارة الفرن بشكل غير صحيح في أي من الاتجاهين إلى فشل الوصلات.
خطر ارتفاع درجة الحرارة
يؤدي ضبط درجة الحرارة مرتفعة جدًا إلى إهدار الطاقة ويخلق مخاطر. يمكن أن تسبب الحرارة الزائدة نمو الحبيبات في النحاس، مما قد يجعل المعدن هشًا وضعيفًا بالقرب من الوصلة.
في الحالات القصوى، قد تبدأ في الاقتراب من نقطة انصهار النحاس نفسها (1984 درجة فهرنهايت / 1085 درجة مئوية)، مما قد يدمر الأجزاء.
مشكلة انخفاض درجة الحرارة
يعد انخفاض درجة الحرارة السبب الأكثر شيوعًا لوصلة لحام ضعيفة. إذا كانت درجة حرارة الفرن قريبة جدًا من نقطة سيولة الحشو أو أقل منها، فلن تتدفق السبيكة بشكل صحيح.
ينتج عن ذلك ملء غير كامل، مما يترك فجوات وفراغات تؤثر بشكل كبير على قوة وسلامة الاتصال النهائي.
اتخاذ الخيار الصحيح لتطبيقك
استخدم خصائص معدن الحشو المختار كدليل قاطع لضبط الفرن الخاص بك.
- إذا كان تركيزك الأساسي هو ربط النحاس بالنحاس: فمن المحتمل أنك تستخدم سبيكة BCuP. اضبط الفرن الخاص بك 50-100 درجة فهرنهايت (30-55 درجة مئوية) فوق درجة حرارة السيولة المحددة للسبيكة، مما يضع نافذة العملية الخاصة بك في نطاق 1500-1650 درجة فهرنهايت (815-900 درجة مئوية).
- إذا كان تركيزك الأساسي هو لحام النحاس بمعدن مختلف: ستحتاج إلى سبيكة مختلفة، على الأرجح سبيكة BAg (فضية). يجب عليك الرجوع إلى ورقة البيانات الخاصة بها، حيث سيكون نطاق درجة الحرارة المطلوب مختلفًا عن نطاق سبائك BCuP.
- إذا كنت تواجه نتائج غير متسقة: أولاً، تأكد من معايرة الفرن الخاص بك وتوفيره حرارة موحدة. ثانيًا، تأكد من أن الغلاف الجوي الواقي نقي ويمنع الأكسدة بفعالية على أسطح الأجزاء قبل وأثناء دورة اللحام.
إتقان درجة حرارة الفرن والغلاف الجوي هو الخطوة الأولى الحاسمة نحو إنشاء وصلات لحام قوية وموثوقة باستمرار.
جدول الملخص:
| العامل الرئيسي | النطاق/المتطلب النموذجي | اعتبار حاسم |
|---|---|---|
| نوع معدن الحشو | BCuP (نحاس-فوسفور) أو BAg (فضة) | يحدد درجة الحرارة الأساسية؛ تحقق دائمًا من ورقة بيانات السبيكة |
| درجة حرارة السيولة | 50-100 درجة فهرنهايت (30-55 درجة مئوية) فوق نقطة سيولة السبيكة | يضمن التدفق السليم لمعدن الحشو عن طريق الفعل الشعري |
| النطاق الشائع لسبائك BCuP | 1500 درجة فهرنهايت إلى 1650 درجة فهرنهايت (815 درجة مئوية إلى 900 درجة مئوية) | مثالي لوصلات النحاس إلى النحاس؛ يعمل الفوسفور كمادة صهر |
| التحكم في الغلاف الجوي | النيتروجين، الهيدروجين، أو الأمونيا المتفككة | يمنع الأكسدة للترطيب والربط السليمين |
| وقت النقع | يختلف باختلاف الكتلة الحرارية للجزء | يضمن وصول الوصلة بأكملها إلى درجة الحرارة المستهدفة |
هل تحتاج إلى فرن يوفر تحكمًا دقيقًا في درجة الحرارة وجوًا موثوقًا به للحام النحاس الخالي من العيوب؟ تتخصص KINTEK في أفران ومعدات المختبرات عالية الأداء المصممة لنتائج لحام متسقة. يمكن لخبرائنا مساعدتك في اختيار النظام المناسب لسبائكك ومتطلبات تطبيقك المحددة. اتصل بنا اليوم لمناقشة احتياجات اللحام الخاصة بك وضمان وصلات قوية وموثوقة في كل مرة!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن جو متحكم فيه بدرجة حرارة 1200 درجة مئوية فرن جو خامل بالنيتروجين
- فرن جو متحكم فيه بدرجة حرارة 1700 درجة مئوية فرن جو خامل نيتروجين
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
- فرن غاز خامل بالنيتروجين المتحكم فيه
يسأل الناس أيضًا
- ما هي عملية الفرن الفراغي؟ تحقيق النقاء والدقة في المعالجة ذات درجات الحرارة العالية
- ما هي استخدامات أفران التفريغ؟ افتح العنان لأقصى درجات نقاء المواد وأدائها
- ما هو أفضل استخدام للّحام بالنحاس؟ ربط المعادن غير المتشابهة والتجميعات المعقدة
- هل يعمل اللحام بالنحاس الأصفر (Brazing) على الحديد الزهر؟ طريقة منخفضة المخاطر لإصلاح المسبوكات المعقدة
- ما هو الفرن الفراغي (فراغ) المستخدم فيه؟ أطلق العنان للنقاء في المعالجة بدرجات الحرارة العالية



















