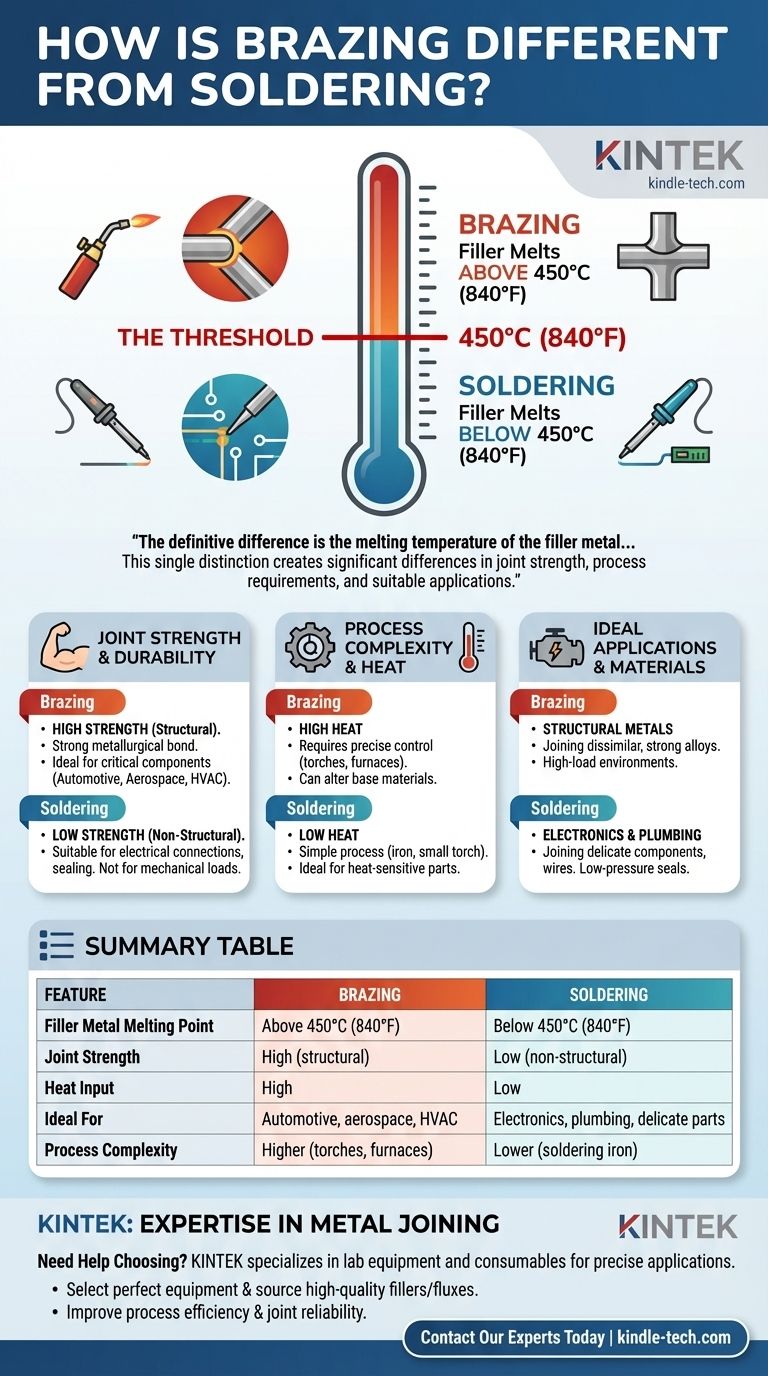
في جوهره، يتمثل الفرق الحاسم بين اللحام بالنحاس (Brazing) واللحام بالقصدير (Soldering) في درجة انصهار معدن الحشو المستخدم لربط مكونين. يستخدم اللحام بالنحاس معادن حشو تنصهر فوق 450 درجة مئوية (840 درجة فهرنهايت)، بينما يستخدم اللحام بالقصدير معادن حشو تنصهر أدنى من هذا الحد. هذا التمييز الوحيد في درجة الحرارة يخلق اختلافات كبيرة في قوة الوصلة، ومتطلبات العملية، والتطبيقات المناسبة.
الخيار بين اللحام بالنحاس واللحام بالقصدير هو في الأساس مقايضة. يوفر اللحام بالنحاس قوة وصلة فائقة بتكلفة حرارة أعلى وتعقيد أكبر في العملية، بينما يوفر اللحام بالقصدير عملية أبسط وذات درجة حرارة أقل ومثالية للتطبيقات الحساسة للحرارة أو غير الهيكلية.
الفرق المحدد: درجة الحرارة
خط 450 درجة مئوية (840 درجة فهرنهايت) ليس اعتباطيًا؛ إنه المعيار المعترف به دوليًا الذي يفصل بين العمليتين. يعد فهم هذا الحد هو الخطوة الأولى لاختيار الطريقة الصحيحة.
حد 450 درجة مئوية (840 درجة فهرنهايت)
درجة الحرارة المحددة هذه هي الخط الفاصل الرسمي. أي عملية تستخدم معدن حشو يذوب تحت هذه النقطة تعتبر تقنيًا لحامًا بالقصدير، وأي عملية فوقها تعتبر لحامًا بالنحاس.
من الأهمية بمكان، في كلتا الطريقتين، لا تذوب المواد الأساسية التي يتم ربطها. يذوب معدن الحشو، ويُسحب إلى الوصلة عن طريق الخاصية الشعرية، ثم يتصلب لتكوين الرابط.
كيف يحدد معدن الحشو درجة الحرارة
يتم تحديد نقطة الانصهار من خلال تكوين معدن الحشو. حشوات اللحام بالنحاس هي عادةً سبائك قوية من النحاس الأصفر، أو البرونز، أو الألومنيوم، أو الفضة.
حشوات اللحام بالقصدير، أو "سبيكة اللحام"، هي عادةً سبائك من القصدير، وغالبًا ما تكون ممزوجة بالفضة أو النحاس أو البزموت، والتي لها نقاط انصهار أقل بكثير.
الآثار العملية للفجوة الحرارية
يؤثر الاختلاف في الحرارة المطلوبة للحام بالنحاس مقابل اللحام بالقصدير بشكل مباشر على أداء المنتج النهائي وتكلفته ومظهره.
قوة الوصلة ومتانتها
يخلق اللحام بالنحاس وصلة أقوى بكثير. تشجع درجات الحرارة الأعلى على ترطيب أفضل وانتشارًا معدنيًا بين الحشو والمعادن الأساسية، مما يخلق رابطًا يمكن أن يكون بقوة المواد التي يتم ربطها.
هذه القوة العالية تجعل اللحام بالنحاس الطريقة المفضلة للمكونات الحيوية في صناعات السيارات والطيران وتكييف الهواء والتدفئة.
وصلات اللحام بالقصدير أضعف. إنها مناسبة تمامًا لإنشاء اتصالات كهربائية أو إغلاق الوصلات غير الهيكلية (كما في السباكة)، لكنها ليست مصممة لتحمل أحمال ميكانيكية كبيرة.
تعقيد العملية والمعدات
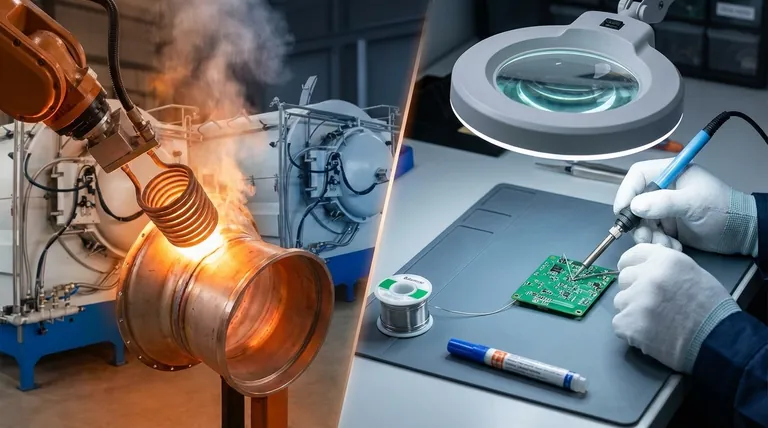
تتطلب الحرارة العالية للحام بالنحاس تحكمًا أكثر دقة. غالبًا ما يتطلب مواقد، أو ملفات حث، أو أفران ذات جو متحكم فيه (مثل اللحام بالنحاس بالتفريغ) لضمان تسخين موحد ومنع الأكسدة.
اللحام بالقصدير أبسط بشكل عام. يمكن إجراؤه غالبًا باستخدام مكواة لحام أساسية أو شعلة صغيرة، مما يجعله أكثر سهولة وأقل تكلفة للعديد من التطبيقات.
التأثير على المواد الأساسية
يمكن للحرارة العالية للحام بالنحاس أن تغير خصائص المواد الأساسية. يمكن أن تؤدي إلى تلدين (تليين) المعادن المقسّاة أو إتلاف المكونات الإلكترونية الحساسة، مما يتطلب تحكمًا دقيقًا في العملية.
يجعل إدخال الحرارة المنخفض لعملية اللحام بالقصدير الخيار الوحيد للتطبيقات مثل تجميع لوحات الدوائر، حيث تدمر درجات الحرارة المرتفعة المكونات على الفور.
فهم المفاضلات
اختيار الطريقة الأقوى ليس دائمًا الإجابة الصحيحة. يكشف التحليل الموضوعي عن مواقف واضحة يتفوق فيها كل إجراء.
لماذا لا نختار دائمًا اللحام بالنحاس من أجل القوة؟
العيب الرئيسي للحام بالنحاس هو إدخال الحرارة العالي. يمكن أن يسبب هذا تشوهًا أو التواءً في الأجزاء الرقيقة ويمكن أن يفسد المعالجة الحرارية لبعض السبائك. العملية أيضًا أبطأ وعادة ما تكون أكثر تكلفة من اللحام بالقصدير.
متى يكون اللحام بالقصدير هو الخيار الأفضل
اللحام بالقصدير هو الخيار المثالي عندما يكون الهدف الأساسي هو التوصيل الكهربائي أو إغلاق منخفض الضغط، ولا تمثل القوة الميكانيكية مصدر قلق. إن بساطته وتكلفته المنخفضة وحرارته اللطيفة تجعله مثاليًا للإلكترونيات وتجميع الأجزاء الدقيقة والعديد من إصلاحات السباكة.
المظهر وما بعد المعالجة
تنتج التقنيات المتقدمة مثل اللحام بالنحاس بالتفريغ وصلات نظيفة ولامعة بشكل استثنائي وخالية من الأكسدة ولا تتطلب تنظيفًا بعد المعالجة. وهذا يخلق اتساقًا عاليًا بين الأجزاء.
غالبًا ما تتطلب وصلات اللحام بالقصدير استخدام تدفق كيميائي لضمان تدفق سبيكة اللحام بشكل صحيح، مما قد يترك بقايا يجب تنظيفها.
اتخاذ الخيار الصحيح لتطبيقك
يجب أن يكون قرارك النهائي مدفوعًا بالمتطلبات المحددة لمشروعك.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة والموثوقية تحت الحمل: اللحام بالنحاس هو الخيار الوحيد المناسب، حيث يوفر رابطًا معدنيًا قويًا ودائمًا.
- إذا كان تركيزك الأساسي هو ربط المكونات الحساسة للحرارة مثل الإلكترونيات: اللحام بالقصدير هو الطريقة الأساسية بسبب تطبيقه في درجات حرارة منخفضة.
- إذا كان تركيزك الأساسي هو الفعالية من حيث التكلفة والبساطة للأختام غير الهيكلية: يوفر اللحام بالقصدير توازنًا ممتازًا بين الفائدة وسهولة الاستخدام.
من خلال فهم أن هذا الاختيار يعتمد على العلاقة بين درجة الحرارة والقوة، يمكنك اختيار العملية المناسبة بثقة لتحقيق هدفك الهندسي.
جدول ملخص:
| الميزة | اللحام بالنحاس (Brazing) | اللحام بالقصدير (Soldering) |
|---|---|---|
| نقطة انصهار معدن الحشو | أعلى من 450 درجة مئوية (840 درجة فهرنهايت) | أدنى من 450 درجة مئوية (840 درجة فهرنهايت) |
| قوة الوصلة | عالية (هيكلية) | منخفضة (غير هيكلية) |
| إدخال الحرارة | عالي | منخفض |
| مثالي لـ | السيارات، الطيران، التدفئة والتهوية وتكييف الهواء | الإلكترونيات، السباكة، الأجزاء الدقيقة |
| تعقيد العملية | أعلى (مواقد، أفران) | أدنى (مكواة لحام) |
هل تحتاج إلى مساعدة في اختيار عملية الربط المناسبة لمختبرك؟
تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية، حيث توفر الأدوات المناسبة لتطبيقات ربط المعادن الدقيقة. سواء كنت بحاجة إلى قدرات القوة العالية للحام بالنحاس أو اللمسة الدقيقة للحام بالقصدير، فإن خبرتنا تضمن لك الحصول على أفضل النتائج.
يمكننا مساعدتك في:
- اختيار المعدات المثالية لاحتياجات الربط المحددة لديك
- توفير معادن الحشو والتدفقات عالية الجودة
- تحسين كفاءة عمليتك وموثوقية الوصلات
دعنا نناقش متطلبات مشروعك. اتصل بخبرائنا اليوم
دليل مرئي