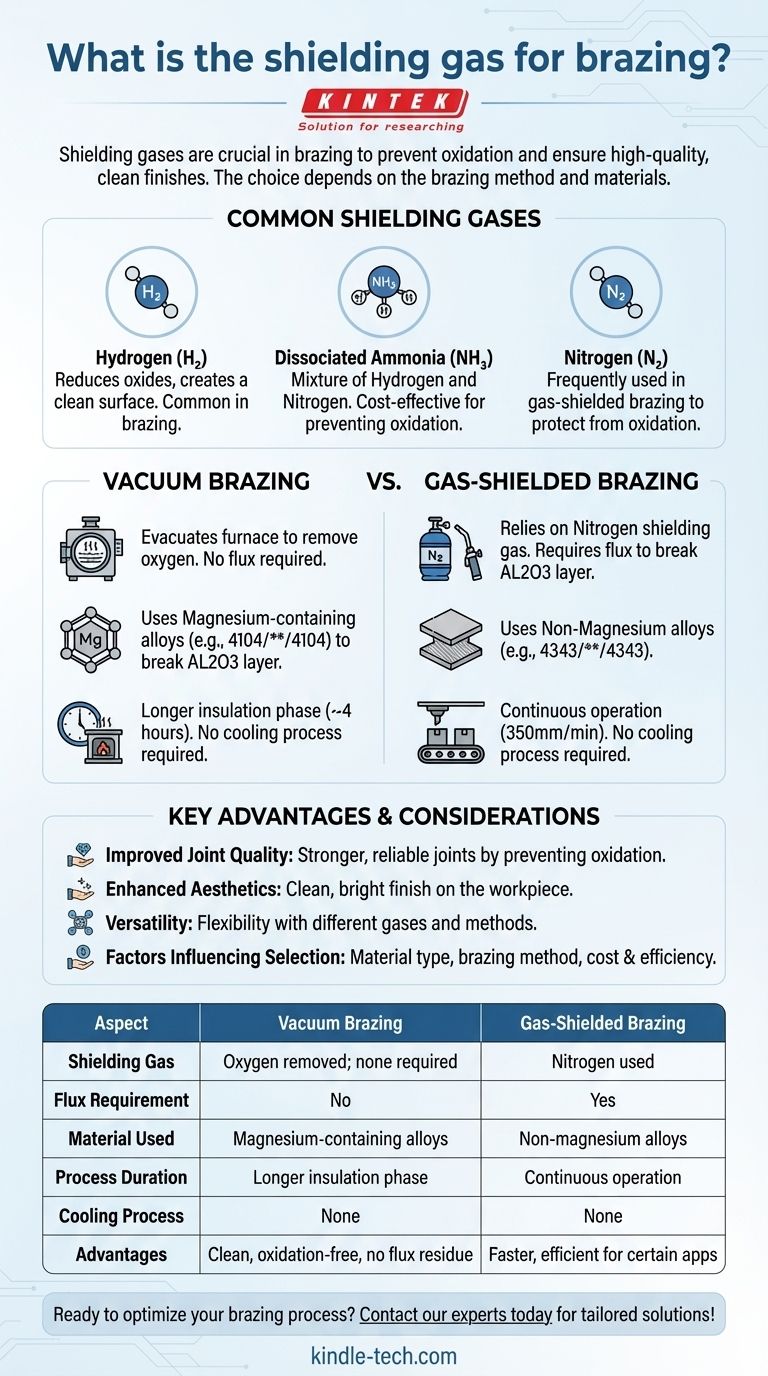
تلعب غازات الحماية دورًا حاسمًا في عمليات اللحام بالنحاس من خلال منع الأكسدة وضمان الحصول على لمسة نهائية نظيفة وعالية الجودة. يعتمد اختيار غاز الحماية على طريقة اللحام بالنحاس والمواد المستخدمة. تشمل غازات الحماية الشائعة الهيدروجين والأمونيا المتفككة والنيتروجين. في اللحام بالنحاس بالفراغ، يتم إزالة الأكسجين بالكامل، بينما يعتمد اللحام المحمي بالغاز على النيتروجين والتدفق لتحقيق نتائج مماثلة. يؤثر اختيار المواد، مثل السبائك المحتوية على المغنيسيوم للحام بالنحاس بالفراغ أو السبائك المعتمدة على التدفق للحام المحمي بالغاز، بشكل أكبر على فعالية غاز الحماية. يعد فهم هذه العوامل ضروريًا لتحسين نتائج اللحام بالنحاس.

النقاط الرئيسية المشروحة:
-
الغرض من غازات الحماية في اللحام بالنحاس
- تُستخدم غازات الحماية لخلق جو خامل يمنع الأكسدة والقشور وتراكم الكربون (السناج) أثناء اللحام بالنحاس.
- إنها تضمن الحصول على لمسة نهائية نظيفة ومشرقة على قطعة العمل، وهو أمر بالغ الأهمية لتحقيق وصلات لحام بالنحاس عالية الجودة.
-
غازات الحماية الشائعة
- الهيدروجين: غالبًا ما يستخدم في اللحام بالنحاس لقدرته على تقليل الأكاسيد وخلق سطح نظيف.
- الأمونيا المتفككة: خليط من الهيدروجين والنيتروجين، يستخدم عادة لفعاليته من حيث التكلفة وقدرته على منع الأكسدة.
- النيتروجين: يستخدم بشكل متكرر في اللحام المحمي بالغاز لحماية قطعة العمل من الأكسدة.
-
اللحام بالنحاس بالفراغ مقابل اللحام المحمي بالغاز
-
اللحام بالنحاس بالفراغ:
- يتضمن إخلاء الفرن لإزالة الأكسجين والغازات التفاعلية الأخرى.
- لا يتطلب تدفقًا، حيث أن بيئة الفراغ تقضي على خطر الأكسدة.
- يستخدم مواد مثل مركب 4104/****/4104 المزدوج، الذي يحتوي على 1.5% مغنيسيوم لاختراق طبقة AL203 على سطح قطعة العمل.
-
اللحام المحمي بالغاز:
- يعتمد على النيتروجين كغاز حماية لحماية قطعة العمل.
- يتطلب تطبيق تدفق لكسر طبقة AL203، حيث أن المواد المستخدمة (مثل مركب 4343/****/4343 المزدوج) لا تحتوي على المغنيسيوم.
-
اللحام بالنحاس بالفراغ:
-
اعتبارات المواد
- السبائك المحتوية على المغنيسيوم (مثل 4104/****/4104): تستخدم في اللحام بالنحاس بالفراغ، حيث يساعد المغنيسيوم في اختراق طبقة AL203، مما يضمن الترابط الصحيح.
- السبائك غير المحتوية على المغنيسيوم (مثل 4343/****/4343): تستخدم في اللحام المحمي بالغاز، وتعتمد هذه المواد على التدفق لتحقيق نفس التأثير.
-
اختلافات العملية
-
اللحام بالنحاس بالفراغ:
- يتضمن مرحلة عزل أطول (حوالي 4 ساعات لكل فرن) لضمان توزيع درجة حرارة موحد.
- لا يلزم عملية تبريد بعد اللحام بالنحاس.
-
اللحام المحمي بالغاز:
- يعمل باستمرار بسرعة 350 مم/دقيقة.
- لا يتطلب فراغًا أو عملية تبريد، مما يجعله أسرع وأكثر كفاءة لتطبيقات معينة.
-
اللحام بالنحاس بالفراغ:
-
مزايا غازات الحماية
- تحسين جودة الوصلات: تمنع غازات الحماية الأكسدة، مما يؤدي إلى وصلات لحام بالنحاس أقوى وأكثر موثوقية.
- جماليات محسنة: يؤدي استخدام الغازات الخاملة إلى الحصول على لمسة نهائية نظيفة ومشرقة على قطعة العمل.
- تعدد الاستخدامات: تسمح الغازات والطرق المختلفة (الفراغ مقابل المحمي بالغاز) بالمرونة في معالجة تحديات اللحام بالنحاس المختلفة.
-
العوامل المؤثرة في اختيار الغاز
- نوع المادة: يعتمد اختيار غاز الحماية على السبيكة التي يتم لحامها بالنحاس ومتطلباتها الخاصة (مثل محتوى المغنيسيوم).
- طريقة اللحام بالنحاس: اللحام بالنحاس بالفراغ واللحام المحمي بالغاز لهما متطلبات غازية مميزة.
- التكلفة والكفاءة: غالبًا ما يتم اختيار الأمونيا المتفككة لفعاليتها من حيث التكلفة، بينما يُفضل النيتروجين لتوافره وسهولة استخدامه في اللحام المحمي بالغاز.
من خلال فهم دور غازات الحماية وتطبيقها في عمليات اللحام بالنحاس المختلفة، يمكن للمصنعين تحسين عملياتهم لتحقيق نتائج متفوقة. يجب أن يتماشى اختيار الغاز والمواد والطريقة مع المتطلبات المحددة لقطعة العمل والنتيجة المرجوة.
جدول ملخص:
| الجانب | اللحام بالنحاس بالفراغ | اللحام المحمي بالغاز |
|---|---|---|
| غاز الحماية | يتم إزالة الأكسجين بالكامل؛ لا يلزم غاز حماية | يستخدم النيتروجين كغاز حماية |
| متطلب التدفق | لا يلزم تدفق | يلزم تدفق لكسر طبقة AL203 |
| المواد المستخدمة | سبائك تحتوي على المغنيسيوم (مثل 4104/****/4104) | سبائك لا تحتوي على المغنيسيوم (مثل 4343/****/4343) |
| مدة العملية | مرحلة عزل أطول (~4 ساعات لكل فرن) | تشغيل مستمر بسرعة 350 مم/دقيقة |
| عملية التبريد | لا يلزم تبريد | لا يلزم تبريد |
| المزايا | وصلات نظيفة وخالية من الأكسدة؛ لا يوجد بقايا تدفق | أسرع وأكثر كفاءة لتطبيقات معينة |
هل أنت مستعد لتحسين عملية اللحام بالنحاس لديك؟ اتصل بخبرائنا اليوم للحصول على حلول مخصصة!
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
