الإجابة المختصرة هي، اللحام بالنحاس هو عملية ربط معدنية تحدث عند درجات حرارة أعلى من 450 درجة مئوية (840 درجة فهرنهايت)، ولكن لا توجد درجة حرارة واحدة لجميع عمليات اللحام بالنحاس. تعتمد درجة الحرارة المطلوبة بالضبط كليًا على سبيكة المعدن الحشو المحددة التي تستخدمها. تكون درجة حرارة التشغيل الصحيحة دائمًا نطاقًا يحدد أعلى قليلاً من النقطة التي تصبح عندها سبيكة الحشو المحددة سائلة تمامًا.
هدفكم ليس تحقيق رقم سحري واحد، بل تسخين المعادن الأساسية بالتساوي بحيث تصل منطقة المفصل بأكملها إلى نطاق العمل المثالي لسبيكة الحشو المحددة لديكم. وهذا يضمن ذوبان السبيكة، وتدفقها بالكامل عن طريق الخاصية الشعرية، وتشكيل رابطة قوية ودائمة.

الخط الفاصل: اللحام بالنحاس مقابل اللحام بالقصدير
لفهم درجة حرارة اللحام بالنحاس، من الضروري التمييز بينه وبين نظيره ذي درجة الحرارة المنخفضة، وهو اللحام بالقصدير. التمييز هو عتبة واضحة ومحددة صناعيًا.
قاعدة 450 درجة مئوية (840 درجة فهرنهايت)
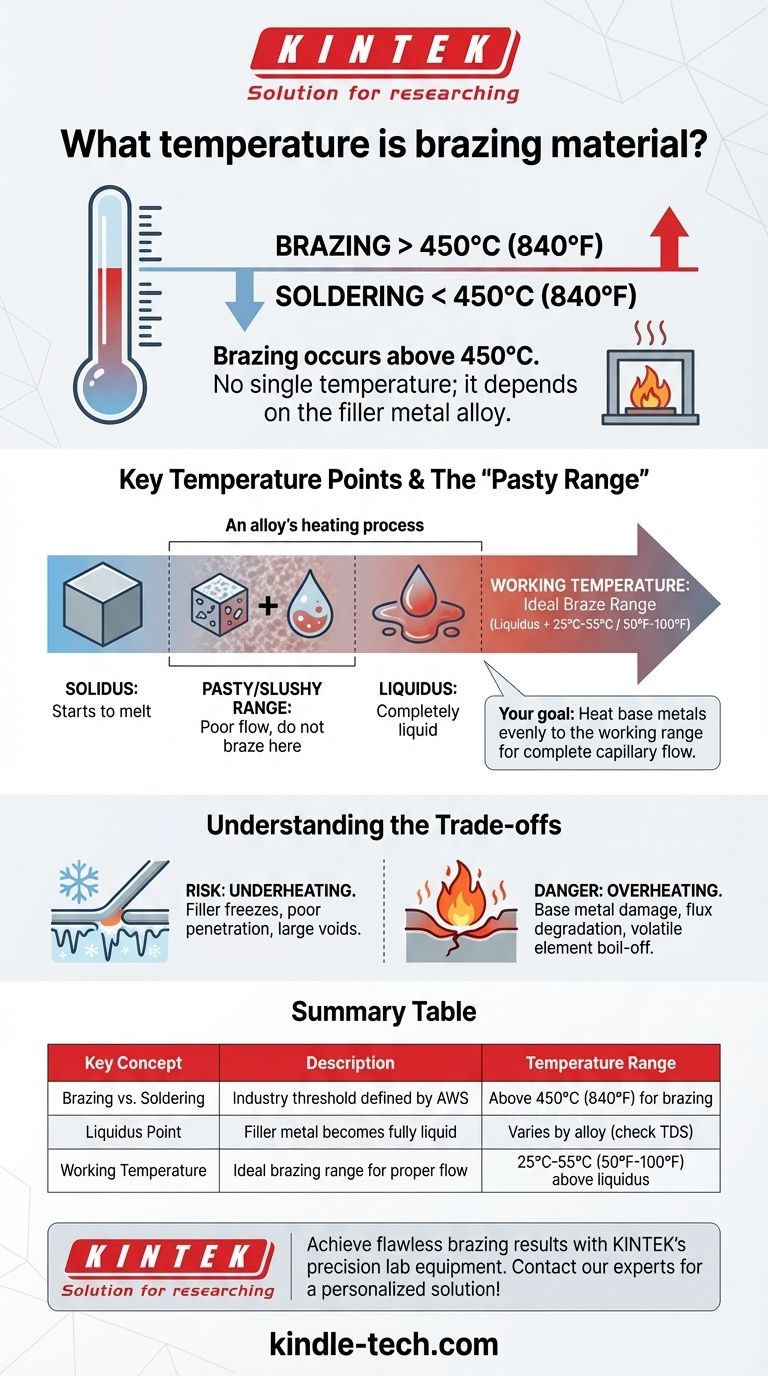
تُعرف الجمعية الأمريكية للحام (AWS) اللحام بالنحاس بأنه عملية تستخدم معدن حشو يذوب ويتدفق عند درجة حرارة أعلى من 450 درجة مئوية (840 درجة فهرنهايت).
أما اللحام بالقصدير، على النقيض من ذلك، فيستخدم معدن حشو يذوب أقل من عتبة 450 درجة مئوية (840 درجة فهرنهايت). هذا الاختلاف الأساسي في درجة الحرارة يحدد أنواع السبائك المستخدمة، وقوة الوصلة النهائية، والمعدات المطلوبة.
لماذا "درجة حرارة واحدة" غير موجودة
سؤال درجة حرارة اللحام بالنحاس لا يتعلق بقيمة واحدة بل بفهم سلوك انصهار سبيكة معينة. يُعرّف هذا السلوك بنقطتين حرجتين لدرجة الحرارة.
مقدمة عن نقطة الصلابة ونقطة السيولة
كل سبيكة لحام بالنحاس لها درجتا حرارة رئيسيتان مدرجتان في ورقة البيانات الفنية الخاصة بها:
- نقطة الصلابة (Solidus): درجة الحرارة التي تبدأ عندها السبيكة بالذوبان.
- نقطة السيولة (Liquidus): درجة الحرارة التي تصبح عندها السبيكة سائلة تمامًا.
للحصول على لحام نحاسي ناجح، يجب تسخين التجميع فوق درجة حرارة السيولة للسبيكة.
النطاق "العجيني" أو "الطري"
تُعرف منطقة درجة الحرارة بين نقطة الصلابة ونقطة السيولة بالنطاق "العجيني" أو "الطري". في هذه الحالة، تكون السبيكة مزيجًا من الصلب والسائل ولن تتدفق بشكل صحيح.
محاولة اللحام بالنحاس في هذا النطاق تؤدي إلى اختراق ضعيف للمفصل وهي سبب شائع لفشل المفصل.
الهدف: درجة حرارة التشغيل
تُعرف درجة حرارة اللحام بالنحاس الصحيحة، والتي غالبًا ما تسمى "درجة حرارة التشغيل"، بأنها نطاق يبدأ فوق نقطة السيولة.
كقاعدة عامة، تتراوح درجة حرارة اللحام بالنحاس المثالية بين 25 درجة مئوية إلى 55 درجة مئوية (50 درجة فهرنهايت إلى 100 درجة فهرنهايت) فوق درجة حرارة السيولة لمعدن الحشو الخاص بك. تضمن هذه الزيادة الطفيفة في درجة الحرارة أن يكون السبيكة سائلة بالكامل، وتعوض عن فقدان الحرارة الطفيف عند المفصل، وتعزز التدفق السريع والكامل من خلال الخاصية الشعرية.
فهم المقايضات
التحكم في درجة الحرارة هو عملية توازن دقيقة. فكلا الحرارة القليلة جدًا والكثيرة جدًا ستؤثر على سلامة عملك.
خطر التسخين غير الكافي
إذا لم تكن المعادن الأساسية ساخنة بما فيه الكفاية، فإن معدن الحشو "سيتجمد" عند التلامس. وهذا يمنعه من الانجذاب إلى المفصل.
النتيجة هي مفصل ذو اختراق ضعيف، وفراغات كبيرة، وقوة ميكانيكية شبه معدومة. سيتجمع الحشو على السطح بدلاً من "ترطيب" المعدن والتدفق بسلاسة.
خطر السخونة الزائدة
الحرارة الزائدة ضارة بنفس القدر. يمكن أن تسبب السخونة الزائدة العديد من المشاكل الحرجة:
- تلف المعدن الأساسي: يمكن أن يؤدي الاعوجاج أو التشوه أو التلف المعدني مثل النمو المفرط للحبيبات إلى إضعاف الأجزاء التي تحاول ربطها.
- تدهور التدفق: التدفق ضروري لتنظيف المعدن وتمكين التدفق، ولكنه يتمتع بعمر نشط محدود عند درجات الحرارة العالية. الحرارة الزائدة ستحرقه قبل أن يتمكن سبيكة اللحام بالنحاس من أداء وظيفتها.
- تلف معدن الحشو: تحتوي بعض السبائك على عناصر متطايرة (مثل الزنك أو الكادميوم). يمكن أن يؤدي التسخين الزائد إلى غليان هذه العناصر خارج السبيكة، مما يغير تركيبها الكيميائي، ويخلق أبخرة سامة، ويقلل من أدائها.
كيفية تحديد درجة الحرارة المناسبة لمشروعك
اختيار درجة الحرارة الصحيحة هو مسألة استشارة المواد الخاصة بك ومراقبة العملية. يعتمد اللحام بالنحاس الناجح على تسخين الأجزاء، وليس معدن الحشو نفسه.
- إذا كان تركيزك الأساسي هو اختيار معدن حشو: ابدأ بالتحقق من تحمل المعادن الأساسية للحرارة، ثم اختر سبيكة لحام بالنحاس ذات نطاق عمل لن تتلفها.
- إذا كان تركيزك الأساسي هو إعداد معداتك: استشر دائمًا ورقة البيانات الفنية (TDS) المقدمة من الشركة المصنعة لمعدن الحشو. ستحدد هذه الورقة نقطة الصلابة ونقطة السيولة ونطاق درجة حرارة اللحام بالنحاس الموصى به.
- إذا كان تركيزك الأساسي هو استكشاف أخطاء مفصل فاشل: المشكلة الأكثر شيوعًا هي التسخين غير المنتظم. تأكد من أن تقنيتك ترفع الكتلة الكاملة لمنطقة المفصل بالتساوي إلى درجة الحرارة المستهدفة قبل تطبيق قضيب الحشو.
إتقان درجة حرارة اللحام بالنحاس يتعلق بالتحكم في عملية حرارية، وليس فقط الوصول إلى رقم معين على مقياس.
جدول الملخص:
| المفهوم الرئيسي | الوصف | نطاق درجة الحرارة |
|---|---|---|
| اللحام بالنحاس مقابل اللحام بالقصدير | العتبة الصناعية المحددة من قبل AWS | أعلى من 450 درجة مئوية (840 درجة فهرنهايت) للحام بالنحاس |
| نقطة السيولة | درجة الحرارة التي يصبح عندها معدن الحشو سائلاً تمامًا | تختلف حسب السبيكة (تحقق من TDS) |
| درجة حرارة التشغيل | نطاق اللحام بالنحاس المثالي للتدفق السليم | 25 درجة مئوية - 55 درجة مئوية (50 درجة فهرنهايت - 100 درجة فهرنهايت) فوق نقطة السيولة |
احصل على نتائج لحام بالنحاس لا تشوبها شائبة باستخدام معدات مختبر KINTEK الدقيقة. سواء كنت تعمل مع سبائك عالية الحرارة أو معادن أساسية حساسة، توفر أفراننا وأنظمة التسخين لدينا التحكم الدقيق في درجة الحرارة والتسخين الموحد الذي تحتاجه للحصول على وصلات قوية وموثوقة.
نحن متخصصون في خدمة المختبرات بمعدات متينة وعالية الأداء لجميع تطبيقات ربط المعادن والمعالجة الحرارية.
هل أنت مستعد لتحسين عملية اللحام بالنحاس لديك؟ اتصل بخبرائنا اليوم للحصول على حل مخصص!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- مواد تلميع الأقطاب للتجارب الكهروكيميائية
- رغوة النحاس
- لوح سيراميك نيتريد البورون (BN)
- برغي سيراميك ألومينا عالي الجودة للهندسة المتقدمة للسيراميك الدقيق مع مقاومة درجات الحرارة العالية والعزل
يسأل الناس أيضًا
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية









