للحام بالنحاس بنجاح، يجب عليك تطبيق حرارة كافية لرفع درجة حرارة تجميع الوصلة بالكامل فوق نقطة الانصهار (نقطة السيولة) للمعدن الحشو الذي اخترته، ولكن يجب أن تبقى تحت نقطة انصهار المعادن الأساسية التي تقوم بتوصيلها. هذه "درجة حرارة اللحام بالنحاس" ليست قيمة عالمية؛ بل يتم تحديدها بالكامل بواسطة المواد المحددة المستخدمة في تطبيقك.
التحدي الأساسي في اللحام بالنحاس ليس مجرد الوصول إلى درجة حرارة مستهدفة، بل إدارة الدورة الحرارية بأكملها. يكمن النجاح الحقيقي في التحكم في معدل التسخين، ومدة البقاء عند درجة الحرارة (وقت النقع)، ومعدل التبريد لضمان تدفق كامل لمعدن الحشو دون إتلاف المواد الأصلية.

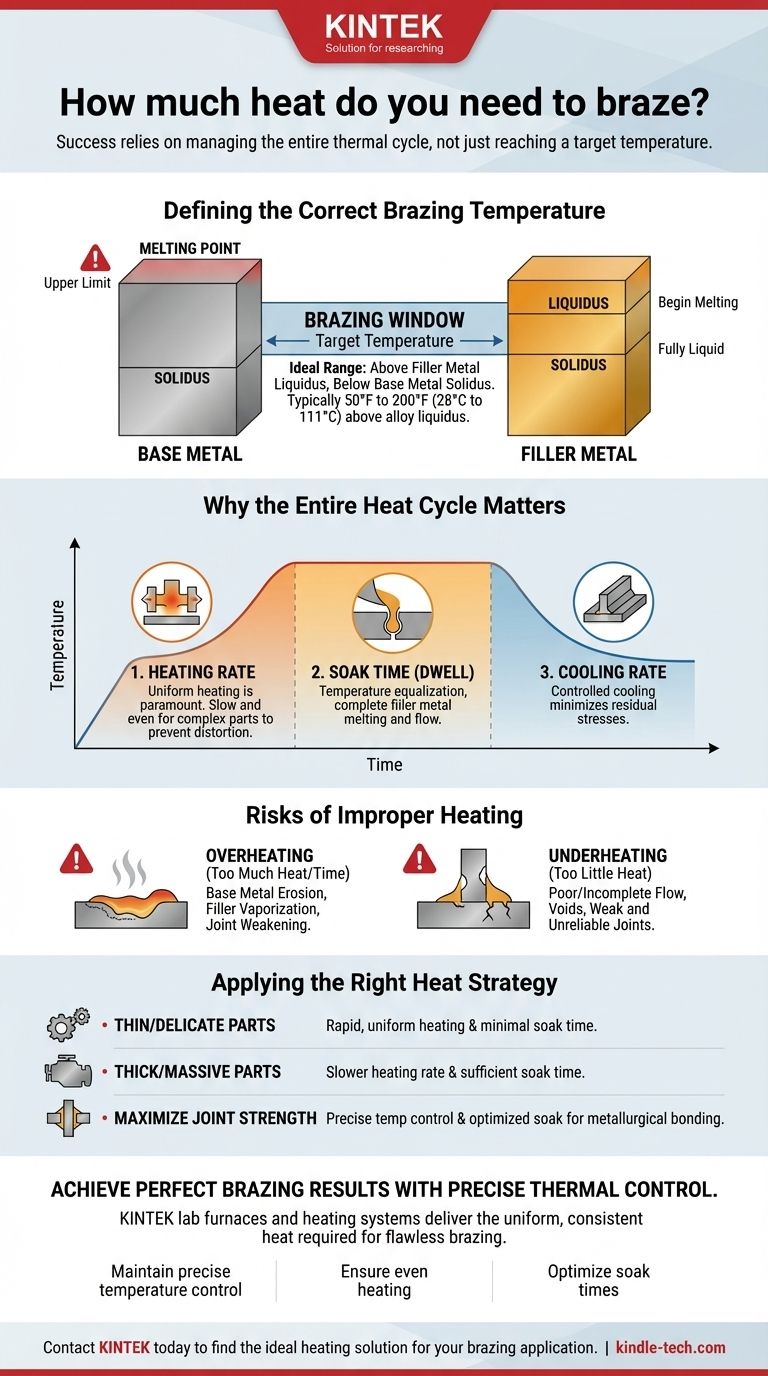
تحديد درجة حرارة اللحام بالنحاس الصحيحة
تُملي كمية الحرارة المطلوبة بواسطة نطاق درجة حرارة محدد، غالبًا ما يسمى "نافذة اللحام بالنحاس". تُعرف هذه النافذة بخصائص كل من معدن الحشو والمعادن الأساسية التي يتم توصيلها.
دور معدن الحشو
لكل معدن حشو للحام بالنحاس درجة حرارة تصلب (حيث يبدأ في الذوبان) ودرجة حرارة سيولة (حيث يصبح سائلًا بالكامل).
للحصول على وصلة قوية، يجب أن تتم عملية اللحام بالنحاس عند درجة حرارة أعلى من درجة حرارة سيولة معدن الحشو. وهذا يضمن أن السبيكة منصهرة بالكامل ويمكن أن تتدفق بحرية إلى الوصلة عن طريق الفعل الشعري.
قيد المعدن الأساسي
الحد الأعلى للتسخين هو درجة حرارة التصلب للمعادن الأساسية. سيؤدي تسخين التجميع إلى هذه النقطة أو تجاوزها إلى ذوبان المواد الأصلية أو تشوهها أو انهيارها، مما يؤدي إلى فشل المكون.
يجب أن تكون درجة حرارة اللحام بالنحاس المستهدفة دائمًا أقل بأمان من نقطة انصهار أضعف معدن أساسي في التجميع.
"نافذة اللحام بالنحاس"
توجد درجة حرارة اللحام بالنحاس المثالية في النافذة بين درجة حرارة سيولة معدن الحشو ودرجة حرارة تصلب المعدن الأساسي. يوصي معظم مصنعي معادن الحشو بنطاق درجة حرارة محدد للحام بالنحاس، والذي يتراوح عادةً من 50 درجة فهرنهايت إلى 200 درجة فهرنهايت (28 درجة مئوية إلى 111 درجة مئوية) فوق درجة حرارة سيولة السبيكة لضمان التدفق الكامل.
لماذا تهم دورة الحرارة بأكملها
التركيز فقط على درجة حرارة الذروة هو خطأ شائع. الطاقة الحرارية الكلية المطبقة بمرور الوقت - الملف الحراري - هي ما يحكم جودة الوصلة حقًا.
معدل التسخين
سرعة تسخين الأجزاء أمر بالغ الأهمية. التسخين المنتظم أمر بالغ الأهمية. إذا سخن جزء واحد من التجميع أسرع من الآخر، فقد يتسبب ذلك في عدم تطابق التمدد الحراري، مما يؤدي إلى التشوه أو الالتواء.
يُفضل عمومًا معدل تسخين بطيء ومتساوٍ للأجزاء الضخمة أو المعقدة لضمان وصول منطقة الوصلة بأكملها إلى درجة حرارة اللحام بالنحاس في نفس الوقت.
وقت النقع (وقت الانتظار)
بمجرد وصول التجميع إلى درجة حرارة اللحام بالنحاس المستهدفة، يتم الاحتفاظ به غالبًا عند تلك الدرجة لفترة محددة. يُعرف هذا باسم وقت النقع أو وقت الانتظار.
تسمح هذه الفترة بتوازن درجة الحرارة في جميع أنحاء كتلة الوصلة بالكامل، وتضمن ذوبان معدن الحشو بالكامل، وتوفر وقتًا لتدفقه بالكامل في الفجوة الشعرية.
معدل التبريد
بعد النقع، يؤثر معدل التبريد أيضًا على الخصائص النهائية للوصلة. يساعد معدل التبريد المتحكم فيه على تقليل الإجهادات المتبقية في الوصلة، وهو أمر مهم بشكل خاص للأجزاء المصنوعة من مواد مختلفة أو تلك المخصصة للخدمة عالية الإجهاد.
فهم المفاضلات: مخاطر التسخين غير السليم
التوازن بين الوقت ودرجة الحرارة أمر بالغ الأهمية. الانحراف عن الدورة الحرارية المثالية يؤدي إلى مخاطر كبيرة يمكن أن تؤدي إلى فشل الوصلة.
خطر الحرارة الزائدة (الفرط في التسخين)
تطبيق الكثير من الحرارة - إما بتجاوز درجة الحرارة الموصى بها أو بالنقع لفترة طويلة جدًا - يمكن أن يكون مدمرًا.
يمكن أن يتسبب هذا في تآكل المعدن الأساسي، حيث تبدأ سبيكة الحشو المنصهرة في إذابة المادة الأصلية، مما يضعف الوصلة. يمكن أن يتسبب أيضًا في تبخر بعض العناصر داخل معدن الحشو (مثل الزنك أو الكادميوم)، مما يغير كيمياء السبيكة وأدائها.
مشكلة الحرارة القليلة جدًا (نقص التسخين)
الحرارة غير الكافية مشكلة بنفس القدر. إذا لم يصل التجميع بالكامل إلى درجة الحرارة المطلوبة، فلن يصبح معدن الحشو سائلًا بالكامل.
يؤدي هذا إلى تدفق ضعيف أو غير كامل، مما يخلق فراغات وفجوات داخل الوصلة. ستكون الوصلة الناتجة ضعيفة وغير موثوقة، وستفشل بالتأكيد تحت الحمل.
تأثير وقت الانتظار
كما ذكرنا، التوازن هو المفتاح. يضمن وقت الانتظار المناسب تدفق معدن الحشو بالكامل، مما يقلل من الخردة. ومع ذلك، فإن وقت الانتظار الطويل بشكل مفرط له نفس الآثار السلبية للتسخين الزائد العام، مما يؤدي إلى تدهور معدني للوصلة.
تطبيق استراتيجية التسخين الصحيحة لمشروعك
يجب أن تتكيف استراتيجية التسخين الخاصة بك مع الهندسة والمواد المحددة لمكوناتك.
- إذا كان تركيزك الأساسي هو توصيل أجزاء رقيقة أو حساسة: ركز على التسخين السريع والمنتظم ووقت نقع قصير لمنع التشوه والاحتراق.
- إذا كان تركيزك الأساسي هو توصيل أجزاء سميكة وضخمة: شدد على الحاجة إلى معدل تسخين أبطأ ووقت نقع كافٍ لضمان وصول قلب الوصلة إلى درجة حرارة اللحام بالنحاس الكاملة.
- إذا كان تركيزك الأساسي هو زيادة قوة الوصلة إلى أقصى حد: سلط الضوء على أهمية التحكم الدقيق في درجة الحرارة ضمن نافذة اللحام بالنحاس الموصى بها وتحسين وقت النقع للترابط المعدني الكامل.
إتقان التحكم في الحرارة هو المهارة الأساسية في إنتاج وصلات لحام بالنحاس متسقة وعالية الجودة.
جدول الملخص:
| عامل اللحام بالنحاس | الاعتبار الرئيسي |
|---|---|
| درجة الحرارة المستهدفة | يجب أن تكون أعلى من درجة سيولة معدن الحشو، ولكن أقل من درجة تصلب المعدن الأساسي. |
| معدل التسخين | يجب أن يكون منتظمًا لمنع التشوه؛ أبطأ للأجزاء المعقدة. |
| وقت النقع | يسمح بتوازن درجة الحرارة والتدفق الكامل لمعدن الحشو. |
| معدل التبريد | يقلل التبريد المتحكم فيه من الإجهادات المتبقية في الوصلة. |
| مخاطر الفرط في التسخين | تآكل المعدن الأساسي، تبخر معدن الحشو، ضعف الوصلة. |
| مخاطر نقص التسخين | تدفق غير كامل للحشو، فراغات، وصلات ضعيفة وغير موثوقة. |
حقق نتائج لحام بالنحاس مثالية بتحكم حراري دقيق.
سواء كنت تقوم بتوصيل أجزاء رقيقة وحساسة أو مكونات سميكة وضخمة، فإن المعدات المناسبة ضرورية لإدارة الدورة الحرارية للحام بالنحاس. تتخصص KINTEK في أفران المختبرات وأنظمة التسخين عالية الجودة التي توفر الحرارة المنتظمة والمتسقة المطلوبة للحام بالنحاس الخالي من العيوب.
تساعدك حلولنا على:
- الحفاظ على تحكم دقيق في درجة الحرارة ضمن نافذة اللحام بالنحاس.
- ضمان تسخين متساوٍ لمنع التشوه والالتواء.
- تحسين أوقات النقع لتدفق كامل لمعدن الحشو وروابط معدنية قوية.
لا تدع التسخين غير السليم يعرض وصلاتك للخطر. اتصل بـ KINTEK اليوم للعثور على حل التسخين المثالي لتطبيق اللحام بالنحاس الخاص بك.
دليل مرئي