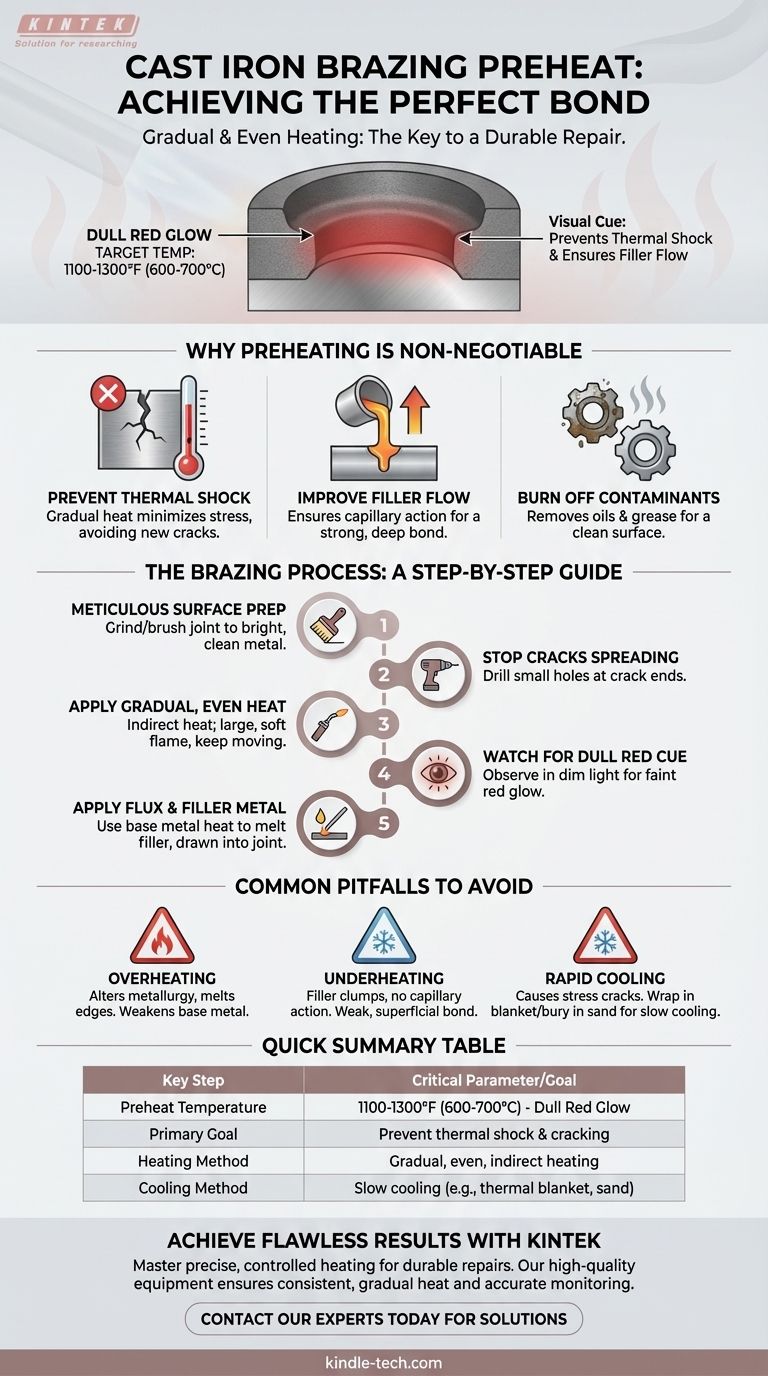
للحام بالنحاس للحديد الزهر، يجب تسخين المعدن تدريجيًا وبشكل متساوٍ حتى يصل إلى لون أحمر باهت. تشير هذه الإشارة البصرية إلى أن المعدن الأساسي في نطاق درجة الحرارة الصحيح، وعادة ما يكون حوالي 1100-1300 درجة فهرنهايت (600-700 درجة مئوية)، وهو أمر ضروري لمنع الصدمة الحرارية وضمان تدفق حشو اللحام بشكل صحيح.
إن درجة حرارة التسخين المسبق المحددة أقل أهمية من المبادئ الكامنة وراءها. يعتمد لحام الحديد الزهر الناجح على عملية شاملة: التنظيف الدقيق، والتسخين التدريجي لتقليل الإجهاد، والتبريد المتحكم فيه لمنع المعدن الهش من التشقق.

لماذا يعتبر التسخين المسبق أمرًا غير قابل للتفاوض للحديد الزهر
التسخين المسبق ليس مجرد تسخين المعدن؛ بل هو خطوة حاسمة لإدارة الخصائص الكامنة في الحديد الزهر. إن تخطي هذه الخطوة أو القيام بها بشكل غير صحيح هو السبب الأكثر شيوعًا لفشل الإصلاح.
منع الصدمة الحرارية
الحديد الزهر هش وقليل المرونة. يؤدي تطبيق حرارة شديدة وموضعية من الشعلة على حديد زهر بارد إلى إجهاد داخلي هائل، والذي سيؤدي على الأرجح إلى تكوّن تشققات جديدة. يقلل التسخين البطيء والمتساوي من فرق درجة الحرارة هذا.
تحسين تدفق معدن الحشو
يعتمد اللحام بالنحاس على فعل الشعيرات الدموية، حيث يتم سحب معدن الحشو المنصهر إلى المفصل الضيق. يضمن التسخين المسبق للمعدن الأساسي بقاء الحشو منصهرًا وتدفقه بحرية في جميع أنحاء المفصل بدلاً من التصلب عند ملامسة سطح بارد.
حرق الملوثات
على مدى عمره التشغيلي، يمتص الحديد الزهر الملوثات مثل الزيت والشحوم في هيكله المسامي. تساعد عملية التسخين المسبق على حرق هذه الشوائب، وهو أمر ضروري لسطح نظيف يمكن لمعدن الحشو أن يرتبط به بشكل صحيح.
عملية اللحام بالنحاس: دليل خطوة بخطوة
إن الوصول إلى درجة الحرارة الصحيحة هو جزء واحد فقط من عملية متعددة المراحل. كل خطوة ضرورية للحصول على رابطة قوية ودائمة.
الخطوة 1: تحضير السطح بدقة
يجب أن يكون المعدن الأساسي نظيفًا تمامًا. سيمنع أي صدأ أو طلاء أو زيت أو شحم معدن الحشو من تبليل السطح وتكوين رابطة قوية. قم بتجليخ أو تنظيف منطقة المفصل بفرشاة سلكية حتى يصبح المعدن نظيفًا ولامعًا.
الخطوة 2: منع انتشار الشقوق
إذا كنت تقوم بإصلاح صدع، فيجب عليك منع انتشاره بشكل أكبر أثناء دورة التسخين والتبريد. قم بحفر ثقب صغير عند كل طرف مرئي للصدع لتوزيع الإجهاد وإنشاء نقطة توقف محددة.
الخطوة 3: تطبيق حرارة تدريجية ومتساوية
ابدأ بتسخين المنطقة المحيطة بالمفصل، وليس المفصل نفسه. استخدم لهبًا كبيرًا وناعمًا وحافظ على تحريك الشعلة باستمرار لتوزيع الحرارة بالتساوي. هذا التسخين المسبق التدريجي وغير المباشر هو المفتاح لتجنب الصدمة الحرارية.
الخطوة 4: انتبه إلى إشارة "الأحمر الباهت"
أثناء تسخين المسبوكة، راقب اللون في منطقة ذات إضاءة خافتة. أنت تبحث عن توهج أحمر باهت خافت. يشير هذا إلى أنك وصلت إلى درجة الحرارة المناسبة للحام بالنحاس.
الخطوة 5: تطبيق التدفق ومعدن الحشو
بمجرد التسخين المسبق، ضع تدفق اللحام بالنحاس على المفصل. سيقوم التدفق بتنظيف السطح وحمايته من الأكسدة. بعد ذلك، قرب قضيب اللحام بالنحاس من المفصل واستخدم حرارة المعدن الأساسي - وليس اللهب المباشر - لصهر الحشو، مما يسمح بسحبه بعمق في الصدع أو الدرزة.
الأخطاء الشائعة التي يجب تجنبها
إن فهم المخاطر لا يقل أهمية عن معرفة الخطوات. سيؤدي سوء إدارة الخصائص الحرارية للحديد الزهر إلى الفشل.
خطر التسخين المفرط
يمكن أن يؤدي تسخين الحديد الزهر إلى ما وراء اللون الأحمر الباهت أو الأحمر الكرزي إلى تغيير خصائصه المعدنية أو حتى صهر الحواف الحادة للمفصل. يمكن أن يؤدي هذا إلى إضعاف المعدن الأساسي وتعريض الإصلاح للخطر.
عواقب التسخين غير الكافي
إذا لم يكن الحديد الزهر ساخنًا بما فيه الكفاية، فلن يتدفق الحشو بشكل صحيح. سيميل إلى التكتل على السطح، مما يخلق رابطة سطحية ضعيفة تفتقر إلى قوة المفصل الملحوم بالنحاس الحقيقي.
الخطأ الحاسم المتمثل في التبريد السريع
تمامًا كما يجب تسخين الحديد الزهر ببطء، يجب تبريده ببطء. بمجرد اكتمال اللحام بالنحاس، قم بلف المسبوكة ببطانية حرارية أو دفنها في رمل جاف. يسمح هذا بتبريدها على مدى عدة ساعات، مما يمنع تكون تشققات الإجهاد.
تطبيق هذا على مشروعك
يجب أن يمليه نهجك على طبيعة الإصلاح.
- إذا كان تركيزك الأساسي هو إصلاح جزء مكسور (على سبيل المثال، مجمع عادم): فإن مخاوفك الرئيسية هي منع الصدع من النمو وإدارة الإجهاد الحراري. ركز على ثقوب إيقاف الصدع والتسخين والتبريد البطيء والمتساوي للغاية.
- إذا كان تركيزك الأساسي هو ربط قطعتين منفصلتين: يعتمد النجاح على فعل الشعيرات الدموية. تأكد من وجود ملاءمة دقيقة ونظيفة بين الأجزاء وقم بتسخين كلا القطعتين بالتساوي حتى يتم سحب معدن الحشو بشكل موحد في المفصل.
في نهاية المطاف، يعد إتقان عملية الإدارة الحرارية المتحكم فيها هو المفتاح الحقيقي للإصلاح المتين والموثوق للحديد الزهر.
جدول ملخص:
| الخطوة الرئيسية | المعلمة الحرجة / الهدف |
|---|---|
| درجة حرارة التسخين المسبق | 1100-1300 درجة فهرنهايت (600-700 درجة مئوية) - توهج أحمر باهت |
| الهدف الأساسي | منع الصدمة الحرارية والتشقق |
| طريقة التسخين | تسخين تدريجي، متساوٍ، وغير مباشر |
| طريقة التبريد | تبريد بطيء (على سبيل المثال، بطانية حرارية، رمل) |
حقق نتائج لحام مثالية باستخدام المعدات المناسبة
يعد إتقان التسخين الدقيق والمتحكم فيه المطلوب للحام الحديد الزهر أمرًا ضروريًا لإصلاح متين. تتخصص KINTEK في معدات المختبرات وورش العمل عالية الجودة، بما في ذلك أنظمة التسخين الموثوقة وأدوات مراقبة درجة الحرارة التي يمكن أن تساعدك في تحقيق التسخين المسبق المثالي في كل مرة.
دعنا ندعم عملك الدقيق:
- ضمان حرارة متسقة: تساعد معداتنا في الحفاظ على التسخين المتساوي والتدريجي الضروري لمنع تشققات الحديد الزهر.
- المراقبة بدقة: حقق نطاق درجة الحرارة "الأحمر الباهت" الصحيح بثقة.
- تحسين عمليتك: احصل على نتائج متينة ذات مستوى احترافي في كل مشروع.
هل أنت مستعد لتعزيز عملية اللحام بالنحاس لديك؟ اتصل بخبرائنا اليوم للعثور على الحل المثالي لاحتياجات ورشتك.
دليل مرئي
المنتجات ذات الصلة
- فرن أنبوب كوارتز معملي بدرجة حرارة 1400 درجة مئوية مع فرن أنبوبي من الألومينا
- فرن الفرن الصهري للمختبر ذو الرفع السفلي
- فرن أنبوب كوارتز معملي بدرجة حرارة 1700 درجة مئوية وفرن أنبوبي من الألومينا
- فرن بوتقة 1800 درجة مئوية للمختبر
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
يسأل الناس أيضًا
- ما هي المواد المصنوعة منها أنابيب الأفران؟ اختيار المادة المناسبة لنجاح درجات الحرارة العالية
- كيف يعمل الفرن الأنبوبي؟ دليل المعالجة الحرارية عالية الحرارة المتحكم بها
- ما هي الاحتياطات الواجب اتخاذها عند استخدام فرن أنبوبي؟ ضمان معالجة آمنة وفعالة لدرجات الحرارة العالية
- ما هي درجة الحرارة القصوى لفرن الأنبوب؟ اكتشف النموذج المناسب لتطبيقك
- ما هي مزايا فرن الأنبوب؟ تحقيق تجانس وتحكم فائقين في درجة الحرارة



















