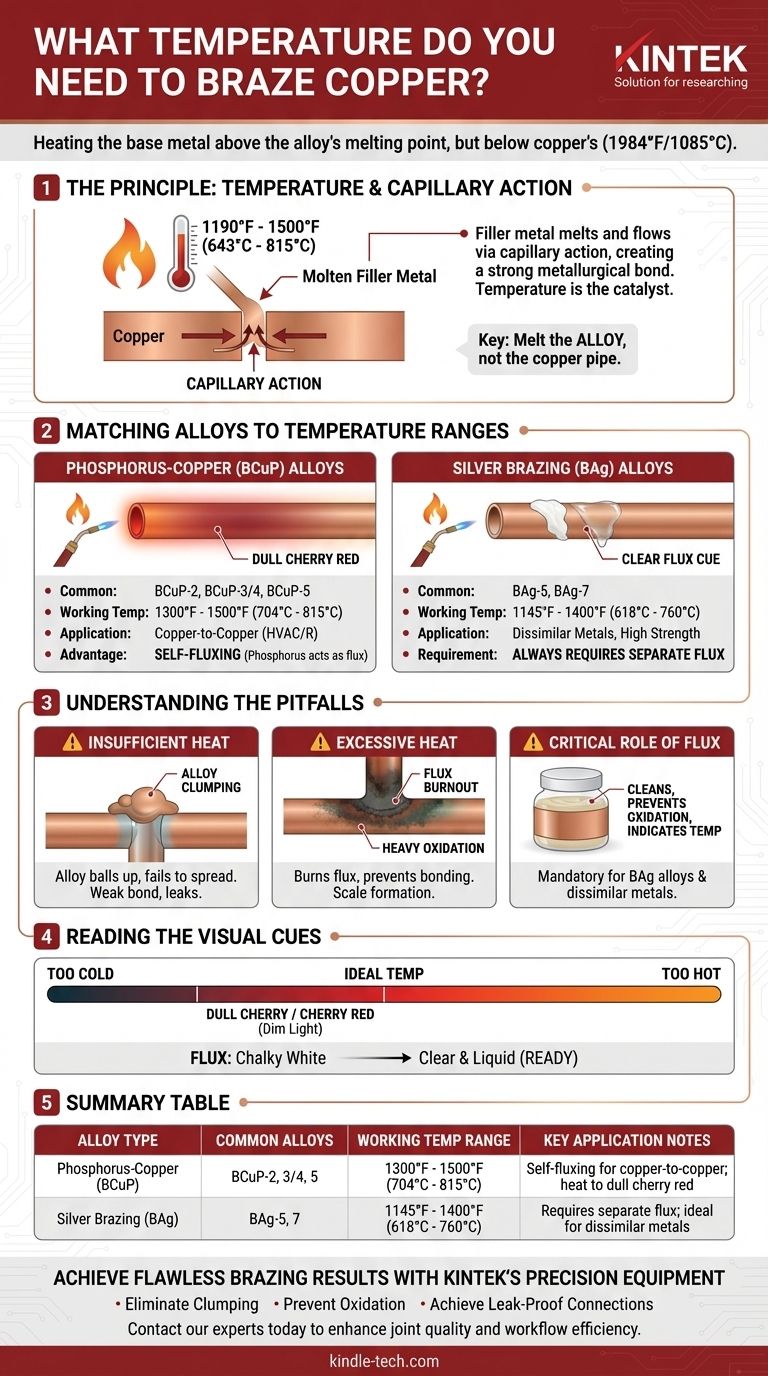
للحام النحاس، يجب تسخين المعدن الأساسي إلى درجة حرارة أعلى من نقطة انصهار سبيكة اللحام التي اخترتها، ولكن أقل من نقطة انصهار النحاس نفسه. تقع درجة حرارة التشغيل هذه عادةً بين 1190 درجة فهرنهايت و 1500 درجة فهرنهايت (643 درجة مئوية و 815 درجة مئوية)، وتعتمد كليًا على مادة الحشو المحددة التي تستخدمها. المفتاح هو صهر السبيكة، وليس أنبوب النحاس.
السؤال ليس مجرد "ما هي درجة الحرارة"، بل "ما هي درجة الحرارة المناسبة لسبيكة اللحام المحددة الخاصة بي؟" السبيكة تحدد درجة الحرارة المستهدفة، وتحقيق هذه الحرارة الدقيقة هو الفارق بين وصلة مثالية ومقاومة للتسرب وفشل كامل.

المبدأ: لماذا درجة الحرارة أكثر من مجرد رقم
يخلق اللحام رابطة معدنية غالبًا ما تكون أقوى من المعادن الأساسية التي يتم ربطها. تعتمد هذه العملية على مبدأ يسمى فعل الشعيرات الدموية (capillary action)، حيث يتم سحب معدن الحشو المصهور إلى الفجوة الضيقة بين قطعتي النحاس. درجة الحرارة هي المحفز لهذه العملية برمتها.
دور مادة الحشو (Filler Metal)
على عكس اللحام بالقوس الكهربائي (welding)، لا يؤدي اللحام بالنحاس الأصفر (brazing) إلى صهر المعدن الأساسي (النحاس). بدلاً من ذلك، تقوم فقط بصهر معدن حشو، يسمى غالبًا قضيب أو سبيكة لحام. كل سبيكة لها نطاق درجة حرارة محدد يصبح فيه سائلاً وينساب بشكل صحيح.
تحقيق فعل الشعيرات الدموية
لكي يعمل فعل الشعيرات الدموية، يجب أن يكون النحاس ساخنًا بما يكفي لصهر قضيب اللحام فور ملامسته. إذا كان النحاس باردًا جدًا، فإن السبيكة "ستتكتل" وستفشل في اختراق الوصلة. تخلق درجة الحرارة المثالية إجراء "ترطيب" (wetting action)، مما يسمح للسبيكة السائلة بالانتشار بالتساوي على أسطح المعدن.
خطر السخونة الزائدة
نقطة انصهار النحاس هي 1984 درجة فهرنهايت (1085 درجة مئوية). في حين أنه من غير المرجح أن تصهر الأنبوب باستخدام شعلة قياسية، فإن السخونة الزائدة هي خطأ شائع وخطير. الحرارة المفرطة تسبب أكسدة سطحية شديدة، مما يمنع معدن الحشو من الترابط. يمكن أن يؤدي أيضًا إلى حرق التدفق (flux) اللازم للعملية وربما إضعاف النحاس نفسه.
مطابقة سبائك اللحام مع نطاقات درجة الحرارة
يتم تحديد سبيكة الحشو المحددة التي تختارها حسب تطبيقك (على سبيل المثال، التدفئة والتهوية وتكييف الهواء، السباكة، ربط المعادن غير المتجانسة). هذا الاختيار يحدد بعد ذلك درجة الحرارة المستهدفة لديك.
سبائك الفوسفور والنحاس (BCuP)
هذه هي السبائك الأكثر شيوعًا لربط النحاس بالنحاس، خاصة في أنظمة التدفئة والتهوية وتكييف الهواء والتبريد. ميزتها الرئيسية هي أن الفوسفور يعمل كعامل تدفق (fluxing agent)، مما يعني عدم الحاجة إلى تدفق منفصل لوصلات النحاس بالنحاس.
- السبائك الشائعة: BCuP-2 (0٪ فضة)، BCuP-3/4 (5-6٪ فضة)، BCuP-5 (15٪ فضة).
- درجة حرارة التشغيل: عادةً ما تكون 1300 درجة فهرنهايت إلى 1500 درجة فهرنهايت (704 درجة مئوية إلى 815 درجة مئوية).
- الدليل البصري: سخّن النحاس حتى يتوهج بلون أحمر كرزي باهت إلى خافت.
سبائك اللحام الفضية (BAg)
غالبًا ما تسمى "اللحام الفضي" (وهو مصطلح غير دقيق تقنيًا ولكنه شائع)، تستخدم هذه السبائك لقوة أعلى، ومقاومة للاهتزاز، أو لربط النحاس بمعادن أخرى مثل النحاس الأصفر أو الفولاذ. تحتوي على نسب متفاوتة من الفضة.
- السبائك الشائعة: BAg-5 (45٪ فضة)، BAg-7 (56٪ فضة).
- درجة حرارة التشغيل: أقل بشكل عام، من 1145 درجة فهرنهايت إلى 1400 درجة فهرنهايت (618 درجة مئوية إلى 760 درجة مئوية).
- ملاحظة: تتطلب هذه السبائك دائمًا تدفقًا منفصلاً، حتى عند ربط النحاس بالنحاس.
فهم المفاضلات والمزالق
يتطلب اللحام الناجح إدارة الحرارة والنظافة والمواد. يعد تجنب الأخطاء الشائعة أمرًا بالغ الأهمية.
الدور الحاسم للتدفق (Flux)
ما لم تكن تستخدم سبيكة BCuP على وصلة نحاس بنحاس، فإن التدفق إلزامي. التدفق هو معجون كيميائي ينظف السطح، ويمنع الأكسدة أثناء التسخين، ويشير إلى متى يكون المعدن في درجة الحرارة الصحيحة. تطبيق القليل جدًا من التدفق، أو تسخينه وحرقه، سيؤدي إلى فشل الوصلة.
خطر الحرارة غير الكافية
إذا لم يكن المعدن الأساسي ساخنًا بما فيه الكفاية، فلن يتدفق قضيب الحشو إلى الوصلة. سترى أنه يتكتل ويرفض الانتشار، مما يؤدي إلى رابطة سطحية بدون قوة أو إحكام. هذا سبب شائع للتسريبات.
عواقب الحرارة المفرطة
تطبيق الكثير من الحرارة سيئ بنفس القدر. ستحرق التدفق، وتنشئ قشرة سوداء كثيفة (أكسيد النحاسيك) على النحاس، وتمنع تكوين رابطة. يمكن أن يتسبب هذا أيضًا في مرور معدن الحشو مباشرة عبر الوصلة دون إحكام إغلاقها بشكل صحيح.
قراءة الإشارات البصرية
أهم أداة لديك هي عينك. تعلم قراءة لون المعدن وسلوك التدفق هو مفتاح إتقان اللحام بالنحاس الأصفر.
- اللون: بالنسبة لمعظم لحام النحاس، فإنك تبحث عن لون أحمر كرزي خافت أو أحمر كرزي في بيئة خافتة الإضاءة. إذا كان النحاس برتقاليًا أو أصفرًا ساطعًا، فهو ساخن جدًا.
- التدفق: عند استخدام التدفق، سيجف أولاً ويصبح أبيض طباشيريًا. مع ارتفاع درجة الحرارة، سيصبح شفافًا وسائلاً، مثل الماء. هذه المرحلة "الواضحة" هي علامة على أن المعدن الأساسي جاهز لسبيكة اللحام.
كيفية تطبيق هذا على مشروعك
يحدد هدفك أدواتك ودرجة حرارتك. اختر نهجك بناءً على المتطلبات المحددة للمهمة.
- إذا كان تركيزك الأساسي هو أنظمة التدفئة والتهوية وتكييف الهواء/التبريد القياسية (نحاس بنحاس): استخدم سبيكة فوسفور ونحاس ذاتية التدفق (BCuP) وسخّن الوصلة بالتساوي إلى درجة أحمر كرزي باهت قبل تطبيق القضيب.
- إذا كان تركيزك الأساسي هو ربط المعادن غير المتجانسة (مثل النحاس بالنحاس الأصفر): استخدم سبيكة تحتوي على الفضة (BAg) مع تدفق اللحام الأبيض الصحيح، وراقب حتى يصبح التدفق شفافًا وسائلاً قبل إدخال السبيكة.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة أو الاهتزاز العالي: اختر سبيكة BAg ذات محتوى فضة عالٍ وركز على التسخين الدقيق والمتساوي لتجنب ارتفاع درجة حرارة الأجزاء مع ضمان الاختراق الكامل.
في نهاية المطاف، لا يتعلق اللحام الناجح بتحقيق رقم سحري على مقياس حرارة، بل بفهم والتحكم في العلاقة بين المعدن والسبيكة ومصدر الحرارة.
جدول الملخص:
| نوع سبيكة اللحام | السبائك الشائعة | نطاق درجة حرارة التشغيل | ملاحظات التطبيق الرئيسية |
|---|---|---|---|
| الفوسفور والنحاس (BCuP) | BCuP-2، BCuP-3/4، BCuP-5 | 1300 درجة فهرنهايت إلى 1500 درجة فهرنهايت (704 درجة مئوية إلى 815 درجة مئوية) | ذاتي التدفق لوصلات النحاس بالنحاس؛ يسخن إلى أحمر كرزي باهت |
| اللحام الفضي (BAg) | BAg-5، BAg-7 | 1145 درجة فهرنهايت إلى 1400 درجة فهرنهايت (618 درجة مئوية إلى 760 درجة مئوية) | يتطلب تدفقًا منفصلاً؛ مثالي للمعادن غير المتجانسة والقوة العالية |
احصل على نتائج لحام خالية من العيوب باستخدام معدات KINTEK الدقيقة
سواء كنت تعمل على أنظمة التدفئة والتهوية وتكييف الهواء، أو السباكة، أو ربط المعادن المتخصصة، فإن التحكم الدقيق في درجة الحرارة أمر غير قابل للتفاوض من أجل لحام النحاس الناجح. في KINTEK، نحن متخصصون في المعدات والمواد الاستهلاكية للمختبرات التي توفر الحرارة المتسقة والدقيقة المطلوبة لفعل الشعيرات الدموية المثالي والروابط المعدنية القوية.
حلول اللحام لدينا تساعدك على:
- القضاء على التكتل والوصلات الفاشلة من خلال التحكم الدقيق في درجة الحرارة
- منع الأكسدة وحرق التدفق من خلال التوزيع المتساوي للحرارة
- تحقيق اتصالات مقاومة للتسرب بنتائج موثوقة وقابلة للتكرار
نحن نخدم المحترفين في: التدفئة والتهوية وتكييف الهواء/التبريد، والسباكة، وتشكيل المعادن، والمختبرات البحثية الذين يطالبون بمعدات تضاهي خبرتهم الفنية.
هل أنت مستعد لتحويل عملية اللحام الخاصة بك؟ اتصل بخبرائنا اليوم لمناقشة كيف يمكن لمعدات KINTEK المتخصصة أن تعزز جودة الوصلة وكفاءة سير عملك.
دليل مرئي